
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Термоэлектрические преобразователи ров помещают в среду с одинаковой температурой на глубину, обозначенную на термометрах. Применяют также поверку термометров по реперным точкам, помещая их чувствительные элементы в среду, в которой устанавливается точно известная температура: кипящий кислород, тающий лед ИТ. Д. (Отсчеты показаний термометров лучше всего определять с помощью оптических устройств: котетометра, зрительной трубы, лупы. Показания термометров отсчитывают по касательной к мениску столбика жидкости в капилляре, после легкого постукивания по термометрам. Показания поверяемых и образцового термометров снимают через 10 мин после помещения их в термостат, чтобы обеспечить хороший прогрев термометра. Поверку постоянства показаний термометра осуществляют путем поверки положения его нулевой точки перед основной поверкой и сразу посде нее (т. е. после нагрева термометра до максимальной температуры) . Расхождение в отсчетах, т. е. временное понижение нулевой точки (депрессия), после нагревания термометров до 100 °С не должно превышать 0,1 °С. Если депрессия превышает указанную величину, термометры бракуют. Около 10 % поверяемых термометров из партии подвергают контрольному старению путем выдержки в течение 5 ч при максимальной рабочей температуре, после чего поверяют положение нулевой точки. Поверку постоянства показаний термометров, не имеющих нулевой точки, производят по нижней точке шкалы (рекомендуется в качестве поверяемой точки брать отметку + 100 °С). 3. ПОВЕРКА И НАЛАДКА ТЕРМОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ Принятые для поверки термопреобразователи из благородных металлов подвергают очистке и отжигу. Термопреобразователи из неблагородных металлов предварительной обработке не подвергают. При поверке стандартных термоэлектрических преобразователей устанавливают, соответствует ли градуировочная характеристика поверяемого термопреобразователя стандартной характеристике. Для нестандартных термопреобразователей поверка сводится к градуировке, т.е. к определению зависимости термоЭДС термопреобразователя от температуры горячего спая, при постоянной температуре свободных концов. Поверку термопреобразователей из благородных металлов вьшолняют так называемым методом малого погружения (рис. 86) с использованием индукционной печи. В индуктор 5 устанавливают тигель 6 с металлом, температура затвердевания которого является постоянной точкой. С помощью генератора высокой частоты 3 металл расплавляют и перегревают выше температуры плавления на несколько десятков градусов. В расплавленный металл погружают защитный колпачок 1 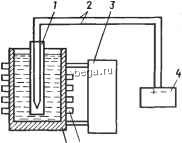 Рис. 86. Схема поверки термопреобразователя методом малого погружения Рис. 87. Установка для поверки термоэлектрических преобразователей 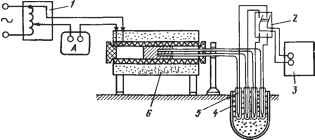 и рабочий конец термопреобразователя 2. Перед поверкой измеряют температуру затвердевания используемого металла. Для определения температуры затвердевания используют образцовые платинородий-платиновые термопреобразователи. После расплавления и перегрева металла мощность индуктора уменьшают, температура металла сначала снижается, а затем остается практически постоянной в течение всего периода фазового перехода металла. После измерения температуры затвердевания используемого образца металла приступают к градуировке поверяемого термоэлектрического преобразователя: в защитный колпачок погружают поверяемый термопреобразователь, повышают мощность индуктора до расплавления и перегрева металла, а затем снижают мощность индуктора. При температуре затвердевания металла определяют термоЭДС поверяемого термопреобразователя. ТермоЭДС термопреобразователя измеряют потенциометром 4. Поверку термоэлектрических термопреобразователей можно производить также методом сличения. Для этого термопреобразователи на температуру О - 300 °С поверяют, погружая их в водяной или масляный термостат, а на температуре свыше 300 °С - в нагревательную печь. Температуру в термостате контролируют по ртутному термометру, а в печи по образцовой термопаре. Термоэлектрические преобразователи помещают в печь так, чтобы обеспечить равенство температур рабочих концов всех поверяемых и образцовой термопар. Для этого рабочие концы благородных термопар оставляют обнаженными на 2-5 мм от спая, а неблагородных - на g-10 MM. Одновременно в печь помещают 5-6 поверяемых и 1-2 образцовые термопары. Сблокированные рабочие спаи поверяемых термопар помещают в зону максимальной температуры печи 6 (рис. 87). Свободные конщ.1 термопар опускают в пробирки 5, залитые сухим минеральным маслом. Пробирки погружают в сосуд 4 с чистым тающим льдом, обеспечивая нулевую температуру холодных спаев термопар. Холодные спаи можно не помещать в термостат, тогда погрешность при измерении их истинной температуры должна быть не более 0,1 °С. Не требуют термостати-рования термопары ТПР. По достижении в печи необходимой температуры величину тока в цепи нагревателя регулируют автотрансформатором 1 так, чтобы скорость изменения температуры в печи не превышала 0,2-0,4 °С в 1 мин. После этого измеряют термоЭДС всех термопар, подключая их с помощью переключателя 2 к потенциометру 3, начиная с образцовой, сначала в прямом, а затем в обратном порядке. Для каждой термопары делают не менее четырех измерений. Искомую термоЭДС каждой термопары определяют как среднее арифметическое из всех измерений (при данной температуре) с поправкой на показание потенциометра и температуру свободных концов. Измерение термоЭДС осуществляют через каждые 100-200 °С, начиная с 300 °С и кончая верхним температурным пределом градуировки. Допустимые отклонения термоЭДС от градуировочных значений при температуре выше 300 °С для различных термопар составляют: ПП-1................. ± 0,01 +2,5 - 10-= (f - 300) мВ; ПР-30/6............... ± 0,01 + 3,3 10 (f - 300) мВ; ХА.................. ± 0,16 + 2,0 -10 - (Г - 300) мВ; ХК.................. ± 0,2 + 6,0 10 - (f - 300) мВ. 4. ПОВЕРКА И НАЛАДКА ТЕРМОПРЕОБРАЗОВАТЕЛЕЙ СОПРОТИВЛЕНИЯ При поверке вьшолняют следующие операции: внешний осмотр, проверку электрического сопротивления изоляции; определение зависимости сопротивления от температуры в двух точках диапазона измерения. При внешнем осмотре проверяют отсутствие видимых на глаз повреждений защитной арматуры, головки и зажимов термопреобразователя. Внешнему осмотру подвергают также извлеченный из защитной арматуры чувствительный элемент. Электрическое сопротивление изоляции следует проверять с помощью мегомметра с напряжением 100 В. Электрическое сопротивление изоляции между цепью чувствительного элемента термопреобразователя и защитной арматурой, а также между цепями термопреобразователей с двумя и более чувствительны-I ми элементами должно быть не менее: 20 МОм - при температуре (25 ± j ± 10) °С и относительной влажности 45-80 %; 0,5 МОм - при повы-I шенной влажности окружающего воздуха 98 % и температуре 35 °С; 5 МОм - при температуре верхнего предела измерений до 70 °С;
|