
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Термоэлектрические преобразователи После обработки керн промьшают сначала керосином, затем авиационным бензином и сушат на открытом воздухе. Подпятники. Подпятники по своей конструкции подразделяют на два типа (рис. 64) : ПК - с завальцованными i и ПП - с пружинными 2, 3 приборными камнями. Подпятники типа ПК применяют для приборов с нормальными условиями работы, а подпятники типа ПП - в приборах ударо-, вибро- и тряскопрочных исполнений. При ремонте подвижной системы приборов подпятник вьшорачивают из мостика подвижной системы и тщательно осматривают. Основными неисправностями подпятников являются загрязненность и ржавчина в углублении, а также трещины и выбоины. Частички грязи и ржавчины очищают деревянной палочкой, обернутой в папиросную бумагу и смоченной в спирте. Трещины и выбоины в камне подпятника определяют с помощью микроскопа или бинокулярной лупы. Неисправные приборные камни подлежат замене. Рамки приборов. Рамка является одной из ответственных деталей приборов. Она должна быть легкой, жесткой, негигроскопичной, иметь строго определенное сопротивление и число витков. Несоблюдение этих требований приводит к грубымискажениям показаний приборов. Рамки для пирометрических приборов наматывают медным изолированным проводом диаметром 0,06 - 0,14 мм и для облегчения веса подвижной системы вьшолняют бескаркасными. При обрьше или других повреждениях рамки ее необходимо заменить новой или перемотать согласно техническим данным прибора. При отсутствии технических данных для определения параметров рамки поврежденную рамку разрезают поперек и определяют число витков и диаметр провода. Намотку бескаркасных рамок производят на намоточных станках с помощью специального шаблона (рис. 65), основание которого 5 разрезано на четыре части (вкладыша) и снабжено сквозными шпильками. Эти шпильки 4 входят в отверстия 2 левой и правой пластин 1, которые сжимают болтом с гайкой, проходящим через отверстие 3. Размер основания должен соответствовать внутреннему размеру рамки. Основание шаблона и пластины изготовляют из стали, затем их хромируют и полируют. Перед намоткой рамок шаблон разбирают, протирают внутреннюю 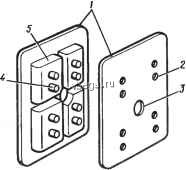 Рис. 65. Шаблон для намотки бескаркасных рамок Рис. 66. Запрессовка керна в буксу 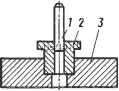 сторону пластин и ошование ваткой, смоченной спиртом, и слегка смазывают техническим вазелином. При намотке провод должен ложиться с оптимальным натягом, не вызывающим удлинения и обрыва провода. При этом каждый ряд намотки покрьшают бакелитовым лаком при помощи мягкой кисточки. После намотки делают окончательную пропитку обмотки. Намотанные и пропитанные лаком рамки подлежат полимеризации непосредственно на шаблонах, придающих рамкам механическую прочность и гигроскопичность. Полимеризацию выполняют при температуре до 170 °С и давлении 0,6 МПа. Полимеризатор представляет собой термостат с регулировкой температуры от О до 200 °С, в котором помещается герметически закрываемый бачок. Термостат нагревают до 50 °С, помещают в него шаблоны с рамками, герметически закрывают бачок, в который подается воздух через кран. Когда давление воздуха достигнет 0,6 МПа, кран перекрывают. В течение 1,5 ч повышают температуру до 170 °С и производят выдержку в течение 1 ч. Включают термостат, охлаждают до 100 °С, через трехходовой кран уменьшают давление воздуха до атмосферного и охлаждают термостат до комнатной температуры. Снятие рамок необходимо производить с большой осторожностью, чтобы не повредить обмотку. Сначала снимают пластины, а затем осторожно вынимают вкладыши. В случае отставания нескольких витков при снятии, подмазьшают отставшие витки бакелитовым лаком, выдерживают рамки на воздухе в течение 2 - 3 ч и вторично помещают их без шаблонов в полимеризатор, нагретый до 50 °С. Поднимают давление до 0,4 МПа и равномерно повышают температуру в течение 1,5 ч до 120 °С. Выдерживают рамки в течение 1 ч, охлаждают до 50 °С и снимают давление. Изготовленные рамки необходимо испытать на отсутствие коротко-замкнутых витков. Концы провода рамки от эмалевой изоляции зачищают тонкой шлифовальной шкуркой, наклеенной на внутренние стороны пинцета, при этом необходимо соблюдать осторожность, чтобы не оборвать провод и не повредить изготовленную рамку. Спиральные пружины. Спиральные пружины служат для создания момента противодействия, и, следовательно, их работа оказывает непосредственное влияние на правильность показаний прибора. В процессе длительной эксплуатации спиральные пружины могут терять свои упругие свойства, в них появляются трещины и изломы. При ремонте nj боров непригодные спиральные пружины подлежат замене. При незначительных деформациях пружину выправляют, для этого ее отпаивают и кладут на гладкое стекло, под которое подложен лист белой бумаги. Пружину выпрямляют двумя пинцетами, придавая ей форму правильной архимедовой спирали. В большинстве же случаев пружины приходится заменять новыми. Новая спиральная пружина должна иметь тот же момент и наружный диаметр, что и заменяемая. Момент пружины может быть определен следующим образом. Вскрывают прибор, отводят стрелку на конец шкалы и в таком положении с помощью разновесов уравновешивают подвижную систему. Противодействующий момент пружи- ны определяют при ее закручивании на 90°. Так как во многих пирометрических милливольтметрах угол поворота подвижной системы составляет меньше 90°, то момент противодействия (Н - м) приводят к 90° по следующей формуле: где MgQ - противодействующий момент пружины, при ее закручивании на 90°; Л/ - то же при угле поворота, не равном 90°; а - угол поворота подвижной системы. Сборка букс с кернами. Запрессовку кфнов в буксы можно производить с любой стороны, если буксы имеют проходное отверстие. Буксу 2 (рис. 66) устанавливают на основание 3, имеющее углубление для установки буксы и отверстие для прохода керна. Керн 1 пинцетом вставляют в отверстие буксы и легким постукиванием по торцу керна часовым молоточком запрессовывают керн в буксу. При этом он должен располагаться строго перпендикулярно к основанию буксы, а незаточен-ный торец керна должен быть заподлицо с основанием буксы. Если букса не имеет проходного отверстия или керн необходимо запрессовать в ось подвижной системы, го згу операцию выполняют при помощи специального пуансона (рис. 67). Буксу устанавливают на металлическое основание, керн пинцетом вставляют в отверстие буксы и легким постукиванием часовым молоточком по пуансону запрессовывают керн. Сборка подвижной системы. Подвижную систему собирают в следующем порядке: приклеивают буксы с кернами к рамке, приклеивают держатель, припаивают моментные пружины, собирают указатель и баланс. Сборка рамки с буксами является одной из ответственных операций, так как в собранном состоянии несоосность вершин кернов не должна превышать 0,2 мм. Для качественной сборки подвижной системы обычно используют 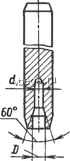 Рис. 67. Пуансон для запрессовки керна Рис 68. Приспособление для центровки и наклейки букс с кернами 2 J f
|