
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Термоэлектрические преобразователи присоединяют источник регулируемого напряжения, включают питание И плавно меняют напряжение реостатами. Если обрыва в цепи нет, а стрелка перемещается рывками, на шкале прибора отмечают места затирания и после вскрытия его, определяют характер неисправности. Если стрелка не отклоняется от нулевого значения, значит в измерительной цепи имеется обрыв. В этом сл)п1ае прозванивают цепи по частям и находят поврежденный участок. ( Поворачивая головку винта корректора на полный угол и наблюдая за перемещением стрелки по шкапе, проверяют работу корректора. У логометров проверяют в случае необходимости соотношение сопротивлений измерительной схемы. Заключительной операцией является определение погрешности и вариации показаний, в случае их завышения прибор ремонтируют. fРазборку измерительного механизма с наружным магнитом выполняют в следующем порядке. Отпаивают токопроводящие провода Г измерительного механизма, выворачивают крепяшле винты и отделяют механизм от корпуса. С целью сохранения магнитной энергии, замыкают полюса магнита стальным бруском (сечение бруска должно быть не менее сечения полюсных наконечников) полностью перекрывающим полюсные наконечники. В зазор между полюсными наконечниками и сердечником вводят центрирующую втулку из немагнитного материала, отворачивают винты и извлекают обойму с подвижной системой. Отпаивают наружные концы (верхней и нижней моментных пружин, отворачивают винты, крепящие мостик к обойме, снимают его; отворачивают винты, крепящие сердечник, и вынимают сердечник вместе с подвижной системой. Разборку измерительного механизма с внутрирамочным магнитом осуществляют в следующем порядке. В кольцевой зазор между магнитом и обоймой вводят центрирующую втулку, выворачивают винты кретшения обоймы. . Снимают обойму с магнита и удаляют центрирующую втулку. Отпаивают наружные концы верхней и нижней спиральных пружин, выворачивают верхний и нижний подпятники и снимают подвижную систему с магнита. * Керны. В пирометрических, милливольтметрах и логометрах подвижная система вращается на кернах, от качества изготовления которых зависят надежность и добротность подвижной системы. Величина трения керна о подпятник является важной эксплуатационной характеристикой прибора. Керны изготовляют из высококачественной стапьной проволоки диаметром 0,5 мм, длиной от 2 до 7 мм. Конус керна должен иметь угол (50 ± 5) °, смещение вершины конуса от оси не должно превышать 0,02 мм, овальность конуса - не более 0,005 мм, непрямолинейность образующей конуса - 0,01 мм. В зависимости от материала керны разделяют на четыре группы: А, Б, В и Г. Керны группы А - из сплава 40ХНЮ-ВН, немагнитны, не подверже-1ны коррозии и имеют твердость 7845 - 8532 МН/м. Керны группы Б -из стшава 40КХНМ, немагнитны, не подвержены коррозии и имеют твердость 6767 - 7845 МН/м. Керны группы В - из кобалыо-вольфрамово-го сплава, магнитны, не подвержены коррозии и имеют твердость 7061 - 7845 МН/м. Керны группы Г - из углеродистой стали У8А - У12А, магнитны, подвержены коррозии имеют твердость 7845-8532 МН/м. В процессе эксплуатации приборов из-за непрерывного трения керна о подпятник происходит износ керна, увеличиваются радиус закругления и шероховатость поверхности, происходит смещение вершины конуса. Состояние кернов определяют с помощью &1НОкулярной лупы. Изношенные керны извлекают из букс различными способами. Широкое распространение получил метод извлечения кернов из букс с помощью конусных клиньев (рис. 61). Конец керна зажимают в ручных тисках 4 с таким расчетом, чтобы между цангой и буксой был зазор для прохода клиньев. В этот зазор по о бе стороны вставляют два конусных клина. Нижний клин 1 опирают на прочное основание 5, а по верхнему клину 2 наносят легкие удары часовым молоточком 3. При этом клинья 2 и i заходят друг за друга и сдвигают керн. В результате он выходит из буксы, которая вместе с рамкой повисает на перекладине 6. Извлеченный керн заменяют новым, либо затачивают и шлифуют. Затачивают керн обычно на часовом станке, либо для этой цели используют специальное приспособление (рис. 62). Керн зажатый в цанге i, расположен так, что его образующая совпадает с касательной к полировальному кругу 3. Повышение качества заточки достигается путем совместного вращения керна и круга. Возвратно-поступательное движение круга обеспечивается рукояткой 2. Для образования радиуса на кернах и полирования сферы применяют приспособление, изображенное на рис. 63. Ось керна 1 и полировального круга 3 сначала располагают перпендикулярно друг к другу, а в процессе обработки керн постепенно поворачивают с помощью рукоятки 4. Другая рукоятка 2 позволяет сближать полировальный круг с керном или удалять их один от другого. После обработки радиуса закругления производят шлифование и полирование поверхности керна. Для этих операций применяют то же приспособление, что и для скругле-ния керна, но для шлифования вместо кругов из абразивньк материалов используют круги, набранные из шайб технического фетра, кожи прессшпана и дерева, на поверхность которых наносят полировочную пасту. 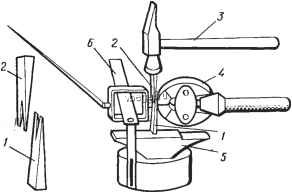 Рис. 61. Извлечения керна 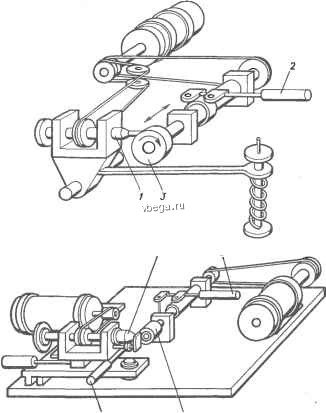 Рис. 62. Приспособление для обработки конуса керна Рис. 63. Приспособление для скругления керна   Рис. 64. Подпятники
|