
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки
шовные машины имеют следующие харак- После того как технолог расчетным или экспериментальным путем либо сопоставлением этих методов определил основные технологические режимные показатели для своей конструкции, он должен выбрать готовую машину или заказать специализированную. Как было видно из изложенных выше расчетных методов, технолог располагает следующими данными: 1) пределами напряжений холостого хода машины; 2) силой сварочных или вообще вторичных токов; 3) пределами сил сжатия. Если речь идет о точечной сварке изделий и конструкций из обычных конструкционных сталей, то в большинстве случаев технолог может ориентироваться на выбор нормальных точечных машин переменного тока, основные технологические характеристики которых приведены ниже: Марка машины . . . МТ 1423 МТ 1818 МТ 2102 МТ 2827 МТ 4019 МТ 4218 Длительный вторичный ток, кА . . . Номинальная сила сжатия электродов, даН..... Вылет электродов, мм ...... Универсальные теристики: Марка машины..... ......... МШ-2001-1 МШ-3201 Длительный вторичный ток, кА....... 14 22 Номинальная сила сжатия, даН ...... 784 1225 Номинальный вылет роликов, мм...... 800 800 Скорость сварки, м/мин.......... 0,4-4,8 0,4-6,8 Универсальные рельефные машины переменного тока имеют следующие характеристики: Марка машины....... МР-3818 МР-6918 МР-6303 Длительный вторичный ток. кА 11,2 18 28 Номинальная сила сжатия, даН 1568 2450 3136 Номинальный вылет до центра плиты, мм ........ 300 300 300 Приведенные здесь характеристики универсальных машин переменного тока недостаточны для современной технологии контактной сварки изделий и конструкций из легированных сталей, алюминиевых сплавов и титана. Для этих металлов очень заметное развитие теперь получают машины конденсаторные и постоянного тока с выпрямлением во вторичном контуре. Для машин этого типа характерны не внешние характеристики, как это привычно для машин переменного тока, а нагрузочные характеристики. Сварочные токи в выпрямленных контурах определяются электрическим активным сопротивлением, которое вводится в контур сварочной машины. Управление электрической и механической энергией машин постоянного тока стало очень сложным и, самое главное, таким, какое позволяет применять широкие диапазоны изменения программ действующих токов и прикладьшаемых давлений. Основные технологические свойства машин конденсаторных и постоянного тока следует рассмотреть несколько подробнее. Машины конденсаторные. Для марки машины МТК-5001 напряжение заряда 150-380 В. Емкость батареи 35-105 мФ. Вторичное напряжение при коэффициенте трансформации п = = 148 t/20 = 5,13 В; при п = 74 = 10,26 В. Длительный вторичный ток 8 кА. Машина обеспечивает постоянное давление, проковочное и седлообразное (с предварительным обжатием). Приблизительный диапазон свариваемых толщин: для легких сплавов и титана от 0,3+0,3 мм до 1,5+1,5 мм для коррозионно-стойкой стали до 1,2+1,2 мм. Машина марки МТК-8004 обладает следующими характеристиками. Пределы регулирования напряжения на батарее конденсаторов 150-380 В. Наибольшая емкость батареи конденсаторов 315 мФ. Длительный вторичный ток 14 кА. Диапазон свариваемых толщин - до 2,5 + 2,5 мм. Формы кривых сварочного тока /св показаны на рис. 6.5. Цифры на кривых относятся к емкостям: / - 35 мФ; 2 - 70 мФ; 3 - 122,5 мФ; 4 - 157 мФ; 5 - 245 мФ; 6 - 315 мФ. На рис. 6.5, с п = 42, на рис. 6.5, б п = 84. Зарядное напряжение в обоих случаях 380 В. Машины постоянного тока. В качестве одной из типовых машин средней мощности можно рассмотреть машину марки МТВР-4001. Характеристики ее внешнего контура: при растворе 140 мм и вылете электродов 850 мм активное сопротивление короткого замыкания сварочного контура 90 мкОм; при растворе 390 мм и вылете 1200 мм - 97 мкОм. Уже из этих данных видно, насколько несущественно по сравнению с машинами переменного тока, сказываются размеры сварочного контура на одной из самых главных характеристик. Машина имеет 16 ступеней регулирования и вторичное напряжение холостого хода 1,88-5,4 В. Длительный вторичный ток машины 14 кА. Диапазон свариваемых толщин для алюминиевых сплавов до 2 мм, для коррозионно-стойких сталей и титана до 2,5 мм. Нагрузочные характеристики на максимальной ступени показаны на рис. 6.6. Минимальная характеристика параллельна ей и начинается от 20 кА, падая до 7 кА. Для разных по размеру контуров характеристики почти не различаются. Своеобразны характеристики машин типа МТВУ-4003. Она может обеспечивать сдвоенные импульсы тока разной амплитуды как это было показано на рис. 4.6. Свариваемые толщины на этой машине: для алюминиевых сплавов до 1,5 мм, для жаропрочных и титановых сплавов до 3 мм, для конструкционных сталей до 5 мм. Приведенные выше справочные данные по характеристикам контактных точечных машин показывают, что правильно выбрать, 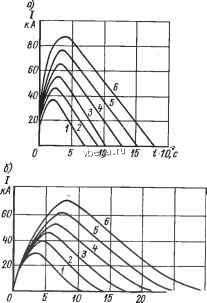 Рис. 6 5 Раэрцднпе сварочные токи точечной ховденсаторной машины МТК-8004 Рис. 6.6. Нагрузочные характеристики точечной машины постоянного тока МТВР-4001 25 Ы01 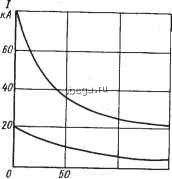 100 R.mkOm например, точечную машину достаточно просто только для сварки обычных конструкционных сталей. Здесь применяется переменный ток, в лучшем случае с модуляцией его амплитуды. Если же речь идет (сейчас, а тем более в ближайшем будущем) о сварке изделий ответственной службы из сложных сплавов и сталей, то ответственный выбор готовых машин технолог должен согласовывать с заводами-изготовителями. Интересно отметить при этом, что согласование касается обычно граничных параметров. Но если технолог обоснованно задумал, а часто и проверил какой-то новый цикл и по форме сварочных токов, и по программе изменения прикладываемых давлений, то в этих случаях он предъявляет требования к будущим сварочным качествам машины. Стоит отметить при этом, что современные проектировщики оборудования вполне способны решить любые поставленные перед ними задачи по созданию любых новых машин, с какими угодно электрическими и механическими свойствами. 6.3. Проектирование технологии контактной сварки и выбор контактных машин Электрическая контактная сварка - это технология принципиально массового производства: или отдельных сварных соединений на множестве мелких деталей, или множества сварных соединений на потоке отдельных крупногабаритных конструкций.
|