
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки Ijw - безопасный для машины ток длительного включения; пв - сварочный ток, используемый в данном сварочном цикле; tc - время включения сварочного тока; tn - время паузы между циклами включения. Ток прерывистого включения / . в может быть таким, чтобы нагрев всех активных частей машины не превышал тех допущенных для данной машины норм, какие конструкторы машины определили в качестве предельных для длительного включения. Электрические характеристики сварочного контура (Z - полное его сопротивление; х , г - индуктивное и активное сопротивления, измеряемые обычно в микроомах) сварщик-технолог должен уметь оценить во всех случаях, хотя бы и приближенно. Заводы-изготовители сообщают потребителям вторичные напряжения холостого хода машин по ступеням регулирования. Эти данные можно считать абсолютными н не зависящими от конструкции вторичного контура. Другое дело - внешние характеристики машин, которые заводы-изготовители также сообщают потребителю, но только для определенной заводом избранной конструкции сварочного контура и его размеров. Внешние характеристики завода дают возможность определить значение Z , которое вычисляется делением напряжения холостого хода на силу тока короткого замыкания. На внешних характеристиках контактных точечных и шовных машин следут остановиться подробнее. В современных условиях производства для подавляющего большинства свариваемых изделий и конструкций оказываются вполне достаточными сравнительно небольшие размеры сварочных контуров. Для большинства точечных и шовных машин расстояние от точечных или роликовых контактов до корпуса (вылет электродов) не превышает 60 см. Раствор токоведущих шин составляет около 40 см. Но уже и для таких размеров площади, охватываемой контуром сварочного тока, полное сопротивление контура имеет значительную величину - 400-500 мкОм в зависимости от конструкции токоведущих шин. Если не учитывать разнообразие этих конструкций, то по опыг-ным данным многих старых и новых машин можно построить кривую Z = / (S). Площадь контура S определяют как произведение вылета электродов а на раствор токоведущих шин Ъ. На рис. 6.4 построена кривая Z = f (ab) в виде области, в пределах которой вписываются значения сопротивлений очень многих точечных и шовных машин. По этой зависимости технолог может приближенно оценить то значение Z , которое у него получается при проектировании сварочного цикла для известной ему по габаритным размерам свариваемой конструкции. К сожалению, для определения полного сопротивления сварочного контура с учетом индуктивности свариваемых деталей график, приведенный на рис. 6.4, прямо не дает значения x : эту величину следует приближенно принимать по нижней границе штрихованной области. 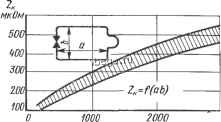 Рис. 6.4. Полное сойротивление сварочного контура точечных и шовных машин переменного тока в зависимости от площади контура Зависимость Z = / (S) показывает, насколько переменный ток даже нормальной частоты создает низкий электрический КПД в сварочном контуре. С этим обстоятельством придется мириться еще длительное время: до тех пор, пока машины постоянного тока с выпрямлением в сварочном контуре не вытеснят машины переменного тока. В том, что такое вытеснение произойдет в заметных масштабах, сомневаться не следует, если учесть основную особенность машин постоянного тока - почти нулевое индуктивное сопротивление сварочного контура. Машины постоянного тока (дорогие и сложные в изготовлении) имеют огромное преимущество, так как позволяют осуществлять вылеты электродов и роликов на большое расстояние. Машины такого рода, как, например, МШВ-6301 (МТВ-6301), имеют вылет 134 см и минимальный раствор контура 30 см. При такой площади ее Zj, на переменном токе создавал бы величину не менее 600 мкОм. при напряжении холостого хода 4,5 В ток короткого замыкания не превышал бы 7,5 кА. В действительности, в машине типа МТВ-6301 через свариваемый контакт проходит выпрямленный вторичный ток. Активное сопротивление короткого замыкания вторичного витка приблизительно 55 мкОм. Следовательно, не только токи короткого замыкания, но и рабочие сварочные получаются более 70 кА, поскольку сварочная нагрузка тоже состоит из активных сопротивлений: Рээ = Г*+2/?п + /вж. (6.8) где - сопротивление горячей точки в момент выключения тока; 2/?п - два переходных сопротивления от электродов к изделию; /?вх - электрическое сопротивление, которое может создаваться за счет энергии вихревых токов, возникающих в свариваемых деталях при импульсных включениях униполярного тока. Для иллюстрации этого эффекта можно произвести конкретный расчет. Рассматривая свариваемую деталь как тороид, который пронизывается импульсом тока, для обеих сторон этой детали потери на вихревые токи определяются по формуле (6.9) Здесь - потери энергии (в Вт) на вихревые токи, отнесенные к 1 см* поверхности; р - удельное сопротивление металла; / - частота тока; В - магнитная индукция в металле; Я - напряженность поля, созданного сварочным током. Имея в виду в первую очередь сварку, например, алюминиевых сплавов, для которых пока и используются машины постоянного тока, имеем равенство В = Н. Следовательно, из формулы (6.9) находим Положим в среднем Я = I/{nd2), тогда Л. =/w/(ioV4). Следует иметь в виду, что на расстоянии D lOdr магнитное поле практически гаснет до нулевого значения. Тогда независимо от действительного габаритного размера свариваемого узла, может быть и очень большого, площадь, на которой действуют вихревые токи, можно оценивать так: 10nd/4. Отсюда Рв Р Wf я100/(10*я4) и, соответственно, эквивалент сопротивления вихревым токам i?Bx = 25 10*. (6.10) Приведем численный пример. Допустим, идет сварка алюминиевых сплавов на конденсаторной машине или на машине постоянного тока. Удельное сопротивление холодного металла: р = 3,5-10~* Ом-см. При времени действия сварочного импульса t = 0,04 с / == 25 Гц, тогда по формуле (6.10) R = 25/з;5/(10*-10) = 23 мкОм. При более коротком импульсе, например при t = 0,004 с, значение вихревого сопротивления возрастает до 73 мкОм. Как видно, с вихревыми сопротивлениями надо считаться при импульсных режимах, даже имея дело с металлами высокой электропроводности. Этот пример снова показывает обязательную необходимость при всех расчетах и режимах сварки, а также параметрах оборудования не пренебрегать бездоказательно никакими электромагнитными эффектами, когда дело идет об импульсах тока большой величины, действующих в металле. Выше неоднократно обращалось внимание на принцип всеобщей связи явлений. Обращалось внимание (с учетом этого принципа) на необходимость подвергать сомнениям целый ряд электрических и физических констант, которые добывались когда-то посредством печных экспериментов и посредством измерений при малых силах тока. К сожалению, систематизированных измерений, например, удельных сопротивлений металла под действием большой силы магнитных полей в литературных источниках нет. 224
|