
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки 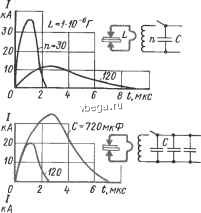 го ю
иой стороне (рис. 6.2, г). В них сварочный контур строится так же, как схема трехфазного однополупериодного выпрямления. Первичная, тоже трехфазная система ПТВ, обеспечивает подачу на трансформатор ТС импульсов переменного сетевого тока. Представляет интерес сопоставление машин переменного и униполярного токов с технологической точки зрения, особенно применительно к сварке металлов с относительно высокими тепло- и электропроводностью, при равных возможностях сварки деталей по толщине. При протекании тока любого рода через свариваемые детали наибольшая плотность тока достигается в периферийных зонах контактов электрод-деталь и деталь-деталь. Значительная неравномерность плотности тока в контакте электрод-деталь интенсифицирует износ электродов при сварке на переменном токе, а в контакте деталь- деталь увеличивает вероятность конечного внутреннего выплеска. Последнее связано с интенсификацией тепловыделения в районе уплотняющего пояска. Экспериментальные данные П. Л. Чулошникова показали, что при точечной и шовной сварке алюминиевых, жаропрочных и высокопрочных сталей при вероятности выплеска 10 % на униполярном токе можно получить диаметр точки на 15-20 % выше, чем на переменном. По этой же причине при использовании машин униполярного тока можно в среднем на 10 % уменьшить величину нахлестки. Тепловыделение в соединяемых деталях при сварке на переменном токе с использованием глубокого фазового регулирования принципиально носит пульсирующий характер. Во время значительных спадов тока и разрывов в его протекании тепловыделение падает или полностью прекращается - происходит остывание металла. Это явление слабо влияет на формирование точки при сварке металлов с относительно низкой теплопроводностью, особенно при сочетании деталей значительных толщин - в этом случае существенно сказывается тепловая инерционность. Металлы с низкой теплопроводностью (например, титан и его сплавы, кор- в t.MKC Рис. 6.3. Схема регулирования формы кривой сварочного тока в конденсаторных машинах розионно-стойкие и жаропрочные стали, углеродистые стали и т. п.) сваривают обычно на машинах переменного тока с любым регулированием кривой сварочного тока. Для металлов малых толщин (до 1 мм) и высокой теплопроводности тепловая инерция сказывается недостаточно, формирование точки может носить пульсирующий характер. Для получения заданного размера диаметра литого ядра при сварке на переменном токе, по сравнению с униполярным, приходится увеличивать амплитуду тока, из-за чего возрастают вероятность выплеска и износ электродов. При стыковой контактной сварке вследствие меньших удельных плотностей внутренних источников теплоты и большего времени нагрева осредняющее действие тепловой инерции сказывается в большей степени. Процессы стыковой сварки обычно ведут поэтому на переменном токе. Однако следует учитывать, что для устойчивости процесса оплавления униполярные токи предпочтительнее. 6.2. Технологические характеристики контактных машин Проектирование технологии контактной сварки начинается с расчета режима сварки единичного соединения. После этого рассчитываются все возможные электрические процессы в сварочном контуре, связанные с размерами деталей, свойствами металла, числом сварных соединений. Эффекты шунтирования тока, индуктивность деталей внесут коррективы в расчетные значения вторичных токов. Если рассмотреть наиболее сложный случай точечной сварки крупногабаритных конструкций, то полное электрическое сопротивление сварочного контура сложится из следующих составляющих: 2 = / (Rss + + (к + ЛГмп + Xf, (6.3) где Rgg - сопротивление металла и контактов между губками машины при стыковой сварке и между электродами при точечной и шовной сварке. Для точечной сварки в общем случае i?,3 = r, + 2i? , (6.4) где Гт - электрическое сопротивление горячей точки; 2Ru - переходные сопротивления контакта от электрода к деталям. Для стыковой сварки методом сопротивления Rga - Rk. op + 2i? + 2i? , (6.5) где Rk. cp - среднее значение сопротивления контакта; 2/?м - сопротивление концов свариваемых деталей; 2Rji - переходное сопротивление между зажимными губками и свариваемыми деталями. И расчеты, и измерения показывают, что если величину 2/?м учитывать как сопротивление деталей при средней температуре, равной половине температуры точки плавления, то составляющую Ru. ср можно не учитывать совсем. Для стыковой сварки оплавлением, наоборот, в сумме Rgg составляющая оп играет главную роль. Формула (6.3) в полном ее начертании относится к сварке стальных магнитных деталей на машинах переменного тока. Если же речь идет об использовании выпрямленного тока, то все индуктивные составляющие выпадают. Полное сопротивление сварочного контура определяется тогда только суммой активных сопротивлений Гк - самого вторичного витка и нагрузочного сопротивления Rsg. Сварщику-технологу оперировать всеми этими сопротивлениями приходится в двух особых случаях практики. 1. При выборе готовой, существующей машины, способной обеспечить проектируемую технологию, или при составлении технического задания на проектирование новой машины. 2. При определении способности машины вести сварочный процесс для каких-то новых, еще только проектируемых конструкций, если известны электрические параметры этой машины. Правильный выбор готовой или заказ новой машины осуществляется в том случае, если машина без систематической перегрузки, но и без большого запаса неиспользуемой электрической и механической энергии сможет обеспечивать заданный технологический цикл. Это значит практически, что всякая контактная машина по ее электрическим и механическим параметрам должна работать, как правило, на режимах на 20-25 % ниже ее предельных. Такого рода рекомендации полезны не только для длительной сохранности машины, но и работоспособности ее в гибких автоматизированных производствах (ГАП). Изложенные выше соображения говорят о том, что электрические и механические расчегы, к которым должен иногда прибегать технолог, могут вестись с меньшими точностями, чем те, которыми занимаются профессионалы-проектировщики контактных машин. К сожалению, и приближенные расчеты, например, электрических параметров машин для технологов оказываются не слишком легкими. Наиболее просто определяются электротепловые способности машин. Завод-изготовитель в паспортных данных показывает значение вторичных токов длительного или прерывистого режима либо и те, и другие числа. В условиях эксплуатации далеко не всегда машина обязана работать по стандартно заданному циклу. По этой причине технологу всегда необходимо произвести пересчет токов для принятого значения ПВ в данном производстве. Здесь следует вспомнить закон прерывистой работы любой электротехнической системы /дл = /пв/ пв; (6.6) пв = Шс + в); (6-7)
|
||||||||||||||||||||||