
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки 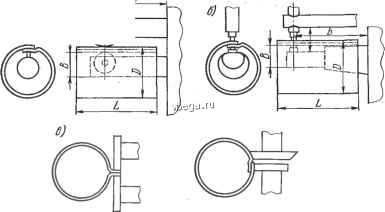 Рис. 4.24. Схемы сварочных контуров шовной (а) и точечной (б) машнн, а также схема создания точечных или шовных сварных соединений прн изготовлении тонкостенных трубчатых элементов небольшой длины ные пути изготовления труб. Для малых диаметров труб внутренние вставки (рис. 4.25, а) могут быть сплошными медными, для больших - составными облегченными. На рис. 4.25, б показаны расчетные схемы действующих между электродами электрических сопротивлений. Здесь 1,2- сопротивления переходные, 3 - сопротивление растекания тока. по металлу трубы (/ - ток, текущий в детали, /м - в медной вставке), 4 - прямое сопротивление вставки, если она сплошь электропроводная. Сопротивление 3 можно рассчитывать так, как это было показано для ветвей шунтирования f(cM. формулы (2.34), (2.38)]. На рис. 4.25, в показаны особые схемы изготовления тонкостенных вентиляционых труб. Здесь 1, 2 - токоведущие электроды сборочных точечных машин или ролики шовных, сваривающих. Внутри трубы находится медная вставка 3. Особенно рациональна правая схема на рис. 4.25, в. В ней 1,2 - токоведущие ролики, 5. - удерживающие и 5 - изоляционная вставка небольшой массы. Обе схемы, приведенные на рис. 4.25, в, характеризуются тем, что их досварочная сплюснутая форма после сварки внутренним давлением превращается в нормальную цилиндрическую, а в некоторых случаях - в любую другой формы. В зависимости от конструкции свариваемых изделий шовные машины могут создавать поперечные швы (рис. 4.26, с) или продольные (рис. 4.26, б). Швы первого типа практически могут быть любой протяженности. Для трубчатых конструкций принципы наложения поперечных круговых {а) и продольных (б) швов иллюстрируются схемами, показанными на рис. 4.27. Особого типа швы с отбортовкой на неподвижных конструкциях производятся с помощью подвесных ci) п /-Ч машин (рис. 4.28). Подвод тока к сваривающим роликам обеспечивается здесь гибкими проводами с малой индуктивностью. Вращение роликов создается гибким валом. На рис. 4.29 показан принцип наложения точечных и шовных соединений на крупногабаритную конструкцию с использованием подвесных машин. Главными инструментами, обеспечивающими создание точечно-сварных соединений, являются электроды, а шовно-сварных - ролики. Этим деталям сварочных машин посвящено много книг. Условия работы этих чисто электромеханических инструментов очень тяжелые: сила сварочного тока - десятки тысяч ампер; нагревы наконечников - до 400-700 с, контактные поверхности покрываются весьма заметными оксидными наслоениями, преимущественно СиО и CuaO. Электрофизические процессы в переходных контактах электрод- деталь или ролик-деталь еще более сложны, чем в свариваемых 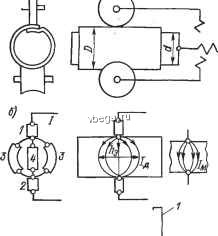 Рис. 4.25. Технологические приемы сварки трубчатых элементов из тонколистового металла 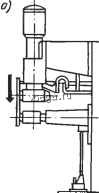 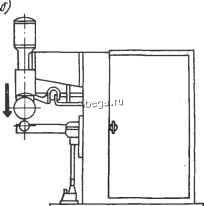 Рис. 4.26. Основные типы шовных машин 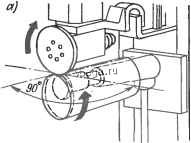 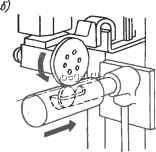 Рис. 4.27. Конструктивные схемы сварочных контуров шовных машин контактах. Электрические параметры свариваемого контакта содержат много разного рода неопределенностей до включения тока. В переходном же контакте все многообразие электрофизических процессов сохраняется в течение полного периода сварки. Для стабилизации электротепловых режимов сварки в любых заводских технологических инструкциях предусмотрены обязательные рекомендации периодической механической обработки и электродов, и роликов. Операции этого рода предусматривают восстановление геометрии и зачистку заметных слоев оксидных 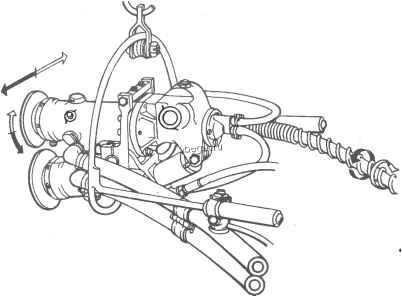 Рис. 4.28. Конструктивная схема подвесной шовной машины
|