
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки формула (1Л6) дает теоретически бесконечно большие значения давления по образующей цилиндрического пуансона. Практически идеально жесткого пуансона не бывает, так же как не бывает пуансона хотя бы без самых малых закруглений по краю опорного круга/-/ (рис. 1.9, с). При наличии таких закруглений кривая распределения давлений также превращается в закругленную: кривая 2-2 (рис. 1.9, б). Если плита сама оказывается к к тому же не абсолютно жесткой, а обладает пластичностью, то кривая давлений резко меняет свое очертание, превращаясь в кривую 3-3. По этим кривым, в согласии с формулой (1.16), видно, что в центре, по осевой линии пуансона, во всех случаях действует давление Рц = 0,5Р/(яг*) (1.17) или несколько меньшее этой величины. На рис. 1.9, в показано внедрение пуансона в металл (прошивка металла). Стрелки показывают течение слоев металла радиально осевой линии пуансона. Для определения действительных напряжений в металле при деформировании по схеме рис. 1.9, в существует известная формула Е. П. Унксова Как видно из формулы (1.18), для прошивки металлической болванки толщиной 6 и диаметром D необходимо создать напряжения сжатия, превышающие предел текучести на некоторый коэффициент (приведен в квадратны* скобках), зависящий от размеров заготовки и глубины проникновения пуансона. Первые два члена этого коэффициента показывают, какие должны быть приложены давления, чтобы деформировать цилиндрическую заготовку abed (рис. 1.9, в) без окружающей ее массы металла. Вторая часть коэффициента. In (Did), определяет увеличение доли тех напряжений, которые действуют радиально, вызывая распор металла. Рассмотрим некоторые схемы пластической деформации при стыковом контакте. Если сжатию подвергается целый стержень из жесткого, непластичного металла, то никаких пластических деформаций нет, и эпюра действующих напряжений сжатия представляется в виде равномерно распределенной нагрузки (рис. 1.9, г). Если на стержне из такого же жесткого материала сделан кольцевой вырез (или два идеально подогнанные друг к другу по плоскости контакта стержня, которые по краю не соприкасаются) (рис. 1.9, д), то у вершины выреза концентрируются пиковые напряжения. Если целый стержень из пластического металла деформируется между двумя плитами, в которых он жестко закреплен (абсолютное трение), то распределение напряжений сжатия представляется эпюрой, изоб- раженной на рис. 1.9, е. Уравнение этой кривой определяется формулой при стьшовой сварке двух стержней (рис. 1.9, ж) эпюра действующих давлений на практике оказывается более сложной, чем для целого стержня (рис. 1.9, е). При значительных деформациях с небольшими скоростями по краям свариваемого контакта появляются напряжения в, обратного знака, разрывающие металл (рис. 1.9, ж). Рассмотренные модели позволяют сделать заключение о том, что в свариваемых контактах только в редких случаях получается равномерное распределение напряжений сжатия. Неравномерность распределения этих напряжений определяется и формой деталей, и механическими свойствами металла при температурах сваривания. Все рекомендуемые в литературе нормы для величин таких напряжений исходят из 5словий не только равномерного распределения напряжений, но и равенства приложенных напряжений пределу текучести металла. Теория пластических деформаций показывает, что средние дей-ств5ющие напряжения сжатия, при которых металл течет, определяются равенством где S - площадь сечения сжимаемой детали; и - периметр сечения; h - высота заготовки (расстояние межд5 зажимными губками). Для круглых заготовок формула (1.20) принимает вид (1 -f- d/(6/i)). (1.21) О зависимости такого рода уже говорилось при рассмотрении модели, показанной на рис. 1.9, в. В связи с этим формулы полезно сравнить (1.21) и (1.18). Все приведенные выше формулы, относящиеся к деформационным напряжениям н их концентрациям, справедливы только для статических нагрузок илн нагрузок, прикладываемых с малыми скоростями. Для ударных же давлений все общепринятые показатели механических свойств металла недостоверны. При каждом способе сварки давлением деформационные картины в контакте различны. При сварке взрывом момент образования контакта и момент его сваривания по времени неразличимы. Поведение металла в контакте при холодной сварке и трением - это течение металлических слоев под давлением, а не стабильное соприкосновение поверхностей. Для этих способов сварки представления о контакте, принятые в машиностроении, не применимы. Богатый 22 теоретический и экспериментальный материал, накопленный в технологии машиностроения, может быгь использован для приближенных расчетов только при контактной точечной и рельефной сварке. 1.3 Физическая сущность активации свариваемых контактов Активация контакта - это процесс преднамеренного повышения энергии в поверхностных слоях или по плоскости контакта, или, плюс к этому, в некотором объеме металла вокруг контакта. Конечная цель активации - создание сварного соединения. Активирование металла может производиться как в микро-, Taij и в макрообъемах. Энергия активации может быть полученаза счет любого физического процесса, ограничением обычно служит технологическая целесообразность. Для сваривания энергию, вводимую в контакт, программируют весьма разнообразно. Поскольку программирование энергии - это количественное изменение ее во времени, то можно сравнивать инерционности приложения каждого вида энергии. С этой точки зрения механическая энергия, вводимая в свариваемый контакт для его активации, весьма универсальна и безынерционна по сравнению с энергией тепловой. Если иметь в виду электрическую природу строения вещества вообще и металла в частности, то можно говорить, что всякая активация контакта - это активация внутренней электрической структуры металла. На первый взгляд поэтому кажется, что механическая энергия, по закону термодинамики, способна непосредственно превращаться только в энергию тепловую. И как будто бы только сама электрическая энергия способна электрически активировать металл. В действительности это не так. Механическая энергия - это отличный активатор внутренних электрических процессов в свариваемом контакте в частности, а в металле - и вообще во всем объеме. На рис. 1.10 дана экспериментальная кривая, показывающая термоэлектродвижущую силу отожженных, и деформированных кристаллитов железа, измеренную через длительный промежуток времени после деформации. Такая стабилизированная картина устанавливается через несколько минут с момента деформации. В начальный же момент значение этой термо-э. д. е. превышает стабили- 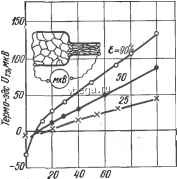 Температура, С Рис. 1.10. Зависимость термоэлектродвижущей силы £/тэ отожженных и пластически деформирошш-ных кристаллитов железа при различной степени деформации s от температуры
|