
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки расплавления слоя деформированных микропирамид проходящим током: -dt = ycS26. dQ. (4Л0) отсюда dt ~ ус Подставляя это значение в формулу (2.79), находим / мгв + Гплв о5п. (4.11) в современной производственной практике поверхности свариваемых деталей общепринято зачищать до металлического блеска, если детали покрыты слоем окалины. Детали из холодного проката уже в состоянии поставки свободны от видимых оксидных наслоений. Для таких нормальных условий можно считать = О и, как было показано на рис. 1.26 и 1.27, начальное сопротивление холодного контакта оказывается весьма близким к сопротивлению горячей сваренной точки г,. Поскольку /? то мго + пяо а г то согласно равенству (4.11) показатель формы кривой тока должен быть близок к п = 1/2. Можно убедиться, что этот показатель довольно точно определяет кривую неискаженной синусоиды в пределах О-ЭО* . Отсюда видно, что для сварки нормальным переменным током действительно необходима зачистка деталей до металлического блеска. Но, как это бывает и как это показано на рис. 1.26, оксидные пленки способны увеличить, например, вдвое начальное значение Гмго + Гплп 2гт. Для того чтобы диск получился расплавленным, а не кипящим с выплеском этого кипящего слоя, из равенства (4.11) следует, что форма кривой сварочного тока должна быть не выпуклой (п = 1/2), а вогнутой приблизительно с показателем кривизны п = 3/2. В настоящее время созданы отдельные экземпляры точечных машин, которые способны от точки к точке автоматически менять показатель п формы кривой сварочного тока, в зависимости от состояния контактирующих поверхностей. Однако малое распространение такого рода машин пока вполне правомерно, поскольку автоматика очень сложная, машины дорогие и недостаточно себя оправдывают тем, что создают весьма стабильные размеры ядра. Геометрия единичного точечно-сварного соединения из-за концентрации напряжений лишает ядро почти всех его структурных и даже, в известных границах, размерных преимуществ. Тем не менее, за последние 20 лет созданы целые серии уже теперь обычных и стандартных машин с регулируемыми формами кривых сварочного тока. На рис. 4.6 представлена серия такого рода кривых, хотя и не в полном современном ассортименте. На  рис. 4.6, а показана форма кривой нормального переменного тока и кривая подъема температуры Т по плоскости свариваемого контакта. Это самая простейшая и наиболее распространенная форма кривой сварочного тока, предназначенная для сварки деталей из обычной низкоуглеродистой стали толш,иной 0,5- 2 мм при условии хорошей зачистки контактных поверхностей. Для такой же стали, но больших толщин (3-6 мм), тщательная зачистка которой не всегда может быть обеспечена, очень полезна модулированная кривая тока, показанная на рис. 4.6, б. Для стальных деталей большой толщины (до 15-20 мм) следует рекомендовать кривую тока, приведенную на рис. 4.6, в. Здесь начальный период нагрева идет при относительно меньшей силе тока, чем процесс окончательного сваривания. Как амплитуда токов 1 и /св. так и время /цд и / в могут регулироваться в самых широких пределах. Прерывистое включение тока, показанное на рис. 4.6, г, весьма эффективно при сварке плохо зачищенных или даже совсем неза-чищенных деталей большой толщины. Такая система нагрева очень хороша и для зачищенных деталей, но больших габаритных размеров (например, балок, ферм), когда конструктивная жесткость затрудняет немедленное надежное контактирование в зоне сварного соединения. Последующие кривые сварочных токов (рис. 4.6, д-и) относятся к униполярным, конденсаторным машинам, а два последних - к машинам с выпрямлением вторичного тока. Для импульсных машин (рис. 4.6, е,з и к) также используется принцип подачи первого подогревающего импульса и второго сваривающего. Завершающим этапом термического цикла точечной сварки является кристаллизация ядра и формирование структуры зоны термического влияния. Эти операции уже могут быть не только термическими, но и термомехаиическими. Рассмотрим для примера Рис. 4.6. Рост температуры в зависимостн от формы кривых тока подогрева деталей (пд) и сварочного тока, формирующих расплавленное ядро (/св) для машин переменного тока, униполярных, конденсаторных и выпрямленного вторичного тока 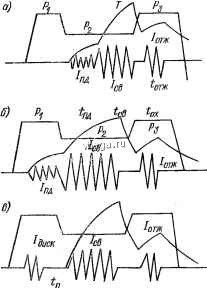 Рис. 4.7. циклы некоторые полные циклы сварочного процесса с программированием давления, токов подогрева и агжига. Цикл по рис. 4.7, а начинается с того, что электроды сжимают детали силой Р, в 1,5-2 раза большей, чем это предусматривается режимом сварки. Такого рода предварительное обжатие деталей весьма желательно при сварке уже не мелких, а крупногабаритных или даже тяжелых конструкций, которые обладают некоторой собственной конструктивной упругостью или жесткостью. Через некоторый момент времени повышенное давление уменьшается до режимного, сварочного и в этот же момент включается ток подогрева контакта / д, переходящий затем в сварочный ток /св. в 1,6-2 раза больший, чем подогревающий. Если свариваемые детали оказались способными принять нежелательную сильную, закалку, ее снимают отжигающим током /от . При таком цикле переменными являются не только амплитуды или действующие значения токов, но и все параметры времени пд. ох. отж- В некоторых случаях, при недостаточной зачистке деталей, ток подогрева полезно сдвигать в область действия начального повышенного давления (рис. 4.7, б). Наиболее легко осуществим на машинах, даже с весьма простым регулированием режима, очень эффективный цикл, предложенный А. П. Рукосуевым (Красноярский политехнический институт). Этот цикл (рис. 4.7, е) хорош для тяжелых конструкций, для плохой зачистки деталей, для легированных сталей больших толщин. Принципиальная сущность цикла сводится к следующему: как только детали сжаты начальным повышенным давлением, на электроды подается импульс тока /д сн. по амплитуде и времени действия достаточный только для того, чтобы по плоскости свариваемого контакта образовался горячий (лучше расплавленный) диск из тех пирамидальных или иной формы шероховатостей, которые характеризуют составляющую контактного сопротивления Некоторые типовые точечной сварки мро = 2рд АМе
|