
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки скости свариваемого контакта. Тогда, согласно рис. 4.3, для тонкой детали Яп = К к-Т-п-м J (4 4) для толстой детали, если h/H < 1/3, Ян = >нТ(И. (4.5) Их соотношение определится так: * -(-%)- ( ) Отсюда можно делать основные технологические выводы для сварки разнотолщинных деталей. Случай 1. Детали разной толщины из одного и того же металла, т. е. \ = Полагая температуры поверхности металла под электродами одинаковыми, выясним, какое соотношение диаметра d и толщины h более выгодно. При d 8h тепловые потери в сторону тонкой детали велики: в 3 раза больше, чем в ту сторону, где толстая, == Sq- Следовательно, смещение ядра максимально. При d = h, т. е. при малом диаметре, q = 8/89. что обеспечивает нормальный провар и тонкой детали. Вывод отсюда - в пользу возможно малого диаметра ядра. В частности, очень рационален рельеф на тонкой детали. Случай 2. Разнотолщинные детали из разных металлов. Этот вариант технологически наиболее сложный. Здесь кроме отношения d/h будем иметь значения теплопроводности. В связи с этим следует иметь в виду такие приблизительные соотношения коэффициентов теплопроводности: Медь Латунь Никель °> -гС5--* °. -7- = 1.0. СтЗ СтЗ СтЗ Медь е с Дюралюминий Никель СтЗ Дюралюминий g . Коррозионно-стойкая сталь q g Корознонно-стойкая сталь ~ СтЗ ~ Из ЭТИХ соотношений видно, что нужно различать, какой именно металл тонкий и какой толстый. Так, сочетание со стороны электрода тонкого стального листа с толстым латунным может обеспечивать хорошую свариваемость. Обратное сочетание весьма затрудняет сварку. Здесь открываются весьма большие возможности теплового регулирования посредством дополнительных прокладок. Обратимся к формуле (4.6). Она говорит о том, что проваривание тонкой пластины, прилегающей к электроду, будет тем лучше, чем меньшими через нее 9 будут потери в электрод. Если учесть, что отношение диаметра электрода к толщине d]h обычно составляет 3-5, то при сварке однородных металлов, когда = = (4 4)0-)- (4.7) Отсюда видно что если сделать 7. близкой или даже равной Гк, то тепловые потери 9 можно если не устранить, то значительно снизить. Такой эффект достигается способом дополнительных прокладок под электрод (рис. 4.3, б). Прокладки А могут быть самыми различными и по материалу, и по толщине. Достаточно, например, расположить под электродом тонкую стальную фольгу или фольгу из коррозионно-стойкой стали, как разнотолщинные пластины из дюралюминия будут свариваться с хорошим проваром тонкого листа. В этом случае не только Гц. становится близкой к 7 , но фольга сама по себе оказывается дополнительным очагом тепловыделения, препятствующим стоку теплоты в сторону электрода. Во многих случаях используют прокладки из того же самого металла, что и тонкая привариваемая пластина. Здесь сильнее сказывается уже не увеличение температуры Г. з введение тормозного источника теплоты Qh равного, а иногда даже большего по мощности, чем основной Qu,. Такой технологический прием обеспечивает даже приваривание прокладки (см. штриховую линию на рис. 4.3, б), которую удаляют по готовности всей конструкции. Приведенные выше соотношения коэффициентов теплопроводности показывают, что при сварке металлов с мало разнящимися, низкими величинами теплопроводности (например, коррозионно-стойкие стали и титановые сплавы) безразлично, какой именно элемент соединения тонкий и какой толстый. В этом случае сваривание хорошо идет и при значительной разнотолщинности. К сожалению, однако, для контакта разнородных металлов надо иметь в виду еще и особый чисто физический эффект возникновения термоэлектродвижущих сил в контакте разнородных металлов и сплавов. Здесь речь должна идти об особом полярном электро-тепловом эффекте. В 1835 г., вскоре после того как независимо друг от друга Д. Джоуль и Э. X. Ленц открыли явление электронагрева, парижский часовщик Р. Пельтье, повторяя опыты Джоуля - Ленца для разнородных металлов, установил, по его мнению, некоторые количественные расхождения действительного тепловыделения с тем, какое определяется формулой PRt. Для проверки этих якобы нарушений закона PRt Э. X. Ленц поставил выдающийся уникальный эксперимент, удивительный не только для того времени, но и необычайно эффективный сейчас. По плоскости контакта деталей из сплава висмута со сплавом сурьмы высверливалось углубление, достаточное для е. 163 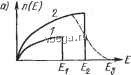
вмещения в него капли воды. При одном направлении постоянного тока через контакт эта капля воды испарялась, при обратном - замерзала. Если и сейчас, когда мы умеем объяснить этот эффект, он производит на зрителей сильное впечатление, то в то время опыт Э. X. Ленца являлся совершенно ошеломляющим. Э X. Ленц этим опытом доказал, что кроме теплоты PRt существует еще полярная теплота ЦПИ, которую он и назвал именем Р. Пельтье. В дальнейшем открытие Р. Пельтье, доказанное Э. X. Ленцем, получало все большее использование, в том числе как общеизвестный эффект термоэлектродвижущих сил или контактной разности потенциалов. На сегодня, как это уже отмечалось выше, даже структурная разница относительно какой-то границы одного и того же металла создает контактную разность потенциалов Эта разность весьма заметна на границе твердого и расплавленного металлов, на границах скопления дислокаций и точечных дефектов с объемом структурно стабилизированного металла. Контактная разность потенциалов любых структурно- и физико-химически разнородных веществ при нагреве контакта создает термоэлектродвижущую силу. Поскольку термо-ЭДС полярна, то плоскость контакта оказывается зоной или суммирования, или вычитания термо-ЭДС из величины падения напряжения на контакте от действия внешнего тока, проходящего через контакт. В проводнике контакт разнострук-турных объемов является концентратором полярных сопротивлений, служит электронно-дырочным переходом. Эффекты проявления полярных сопротивлений и, соответственно, полярных тепловьаделений можно объяснять поведением свободных электронов. На рис. 4.4, а представлены типовые энергетические характеристики свободных электронов. Здесь кривая / показывает распределение свободных электронов по их энергиям для одного из металлов, а кривая 2 - для другого при температуре, близкой к абсолютному нулю. Энергии и Е2 называют граничной, предельной энергией, или энергией Ферми. Контакт двух объемов разных веществ с энергией Е и Е2 создает условия для энергетического выравнивания, т. е. перемещения части более активиро- Рнс. 4.4. Действие эффекта Пельтье при точечной сварке разнородных металлов
|
|||||||||||||||||||||||||||