
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки 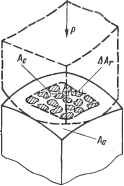 Рис. 1.8. Схематическое изображение стыкового механического контакта волнистой и шероховатой поверхностей ло элементарных ллощадок п определяется и волнистостью контактируемых деталей (см. рис. 1.2). В связи с этим введено понятие контурной площади контакта. Эту площадь обозначают Л с и ее размер определяют теми границами, в пределах которых вписываются все элементарные площади контакта ЛЛ,.. Размер площади сечения всей свариваемой детали, или размер предельно возможной площади контактирования деталей, называют номинальной площадью контакта и обозначают символом Аа. В технологии машиностроения принято определять относительную деформацию единичной пирамиды следующим образом (см. рис. 1.3): е=.-=-1-; =Л(1-в). (1.3); (1.4) Относительную деформацию группы микропирамид, составляющих фактическую площадь контакта, согласно экспериментальным данным Н. Б. Демкина [31, принято вычислять так: в = [р/(/;,. Ь)1 (1.5) В этой формуле коэффициенты Ь и v характеризуют деформационную способность шероховатой поверхности чисто геометрически, без учета способа обработки поверхности ее физического состояния; р - давление, усредненное по контурной площади контакта; Рс.д - сопротивление деформации микропирамид, это показатель в значительной степени неопределенный, его величина зависит от способа обработки поверхности металла и энергии, с какой это делалось. В технологии машиностроения величину Рс.д Для всех видов станочной обработки рекомендуют принимать, в среднем, равной тройному пределу текучести металла Ро.д = За,. (1.6) Опыт показал, что для свариваемых контактов при точечной и стыковой сварке это соотношение дает удовлетворительные результаты при расчетах площадей контактирования. Контактные площади определяются критериальным числом [71 Z = а- (1.7) Рс.двпл * где 6 - температура металла в зоне контактирования; бпл - температура плавления. 18 Контурная площадь контакта определяется 171 в зависимости от критерия деформационного подобия Z по формуле Л = Л 0-е-). (1.8) При Z 4Лс fl Ло в холодном контакте при 6 = вхол такое равенство может наступить при р = Рсд. Тогда, приравнивая определяем коэффициент а = 4епл/ехол. (1.9) Подставляя его в формулу (1.7), получаем значение критерия Z как для холодного, так и для горячего контактов 2=4р9/(ре.дехол). (1.10) где бол! ~ комнатная температура, равная примерно 300 К; 6 -- температура горячего металла в зоне контактирования. Значение Рсд можно принимать по соотношению (1.6), т. е. равным тройному пределу текучести. Если контурная площадь под действием давления и нагрева стремится в пределе к номинальной, то, видимо, фактическая площадь имеет своим пределом контурную. Закономерность изменения фактической площади под действием давления и нагрева, очевидно, также должна определяться критериальным числом, аналогичным Z. В [71 он был обозначен символом X и определен следующими соотношениями: для грубообработанных поверхностей, когда значение показателя степени в формуле (1.5) принимается равным двум (см. табл. 5 приложения), критерий X равен Х = едр/(2еолО,Ь); (1.11) для тонкой (чистой) обработки при v ~ 3 Xv=3 - едр/(9 олСГтЬ). (1.12) Для холодных контактов, когда температуру выступа можно считать 9д = 0SO.1, эти формулы соответственно принимают вид: v2 = р/(ст*2Ь); Xv==3 = Р/{а,Ь), (1.13); (1.14) где 0 - предел текучести металла в предельно наклепанном состоянии (при деформации 80-90 %). Коэффициент Ь приведен в табл. 5 приложения. Фактическую площадь контакта определяют по формуле Л==Ле{1~е-). (1.15) Формулы (1.П)-(1.3.5) полностью достоверны для машиностроительных контактов, Б которых все деформационные, струк- tkiii 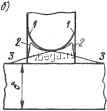 а В У /Ш W /M ш шт w MWA Рис. 1.9. Схемы распределения напряжений по плоскости контактирования в статических механических контактах , f<<ei{<ft(tt(tf(f турные и, следовательно, электрические микропроцессы успокоились и стабилизировались. Для свариваемых контактов в моменты их образования определение площади весьма затруднительно, особенно при действии ударных сдавливающих сил. Для такого рода нагрузок на контакт значения величин Рс.д. <т, входящих в структуру критериев Z и X, могут заметно различаться в зависимости от программы приложения давления, действующего на контакт и, следовательно, в зависимости от мгновенной концентрации энергии в плоскости контакта. Вопросам концентраций и распределения действующих механических напряжений посвящено много литературы. Для условий контактной и некоторых других процессов сварки давлением схемы силового взаимодействия представляют значительный интерес. 2 На рис. 1.9 показаны эпюры распределения механических напряжений по плоскостям контактирования и плоскостям резкого изменения сечений. Для практических расчетов принимают, что под абсолютно жестким пуансоном (рис. 1.9, а) абсолютно жесткая плита равномерно нагружается силой Я, т. е. полагают, что р = PKnf). В действительности распределение давления происходит по закону Р (1.16)
|