
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки считать 7С = 5 Дж/(см*-°С) и Гвз равной точке кипения Т = = 2500 °С). При этих данных по формулам (3.24) и (3.25) 713-103 ппсо , п 12,5-840-0.068 = 12,5-103-840 = см/с; Ron = -(Щр- = О- Проверим, насколько формулы (3.24) и (3.25) дают ошибки при сравнении показателей внешней характеристики с опытными измерениями. Напряжение на оплавляемых концах Uon = louRou = 110.103.59-10-е 6,49 В, т. е. оно почти не отличается от показателя внешней характеристики. Следовательно, формула (3.25) для вычисления Ron вполне достоверна. Достоверно также принятое равенство усТз - 12,5 кДж/см Теперь вычислим Uon по формуле (3.22): 7 4 7 4 f/on = 1 ..J, 2-11,3/59-}-15.6V59 = i + 0,383-f 0,07 Расхождение no сравнению с внешней характеристикой в 5,3 %, т. е. вполне допустимое. Следует обратить внимание на два обстоятельства. 1. В формуле (3.22) третье слагаемое в подкоренной сумме без большой ошибки может быть опущено. Тогда формула (3.22) примет вид 2. Внешняя характеристика трансформатора К-700, особенно в области токов до 3/4 / . з, точно описывается формулой f/on = /Л1-/оп к.з)/. (3.27) Стоит проверить сделанные выше допущения на машине с обычным броневым трансформатором при сварке обычных деталей. Рассмотрим в связи с этим случай сварки непрерывным оплавлением полос шириной 300 мм и толщиной 4 мм. Внешние характеристики стыковой машины типа МС-1601 для токов менее /и.з/2 тоже хорошо описываются формулой (3.27). Основные характеристики машины для максимальной ступени включения (рис. 3.10) следующие: f/g = 7,7 В; / .з = 58 кА; = 133 мкОм; cos ф = = 0,45; >; = 118 мкОм; Гц = 60 мкОм. Выше было показано, что скорость оплавления в зависимости от мощности для различных форм свариваемых сечений может меняться от минимума до максимума в 12 раз. Более соблазнительно задаваться величиной Uon< которая меняется меньше, выбирая тем самым наиболее подходящую внешнюю характеристику. Для ориентации при таком выборе на рис. 3.11 построили номограмму на основе формулы (3.24) и многочисленных опытных данных Института электросварки им. Е. О. Патона, ЦНИИТ-маша и завода Электрик .
\N,m 30 W 50 Т,.кА 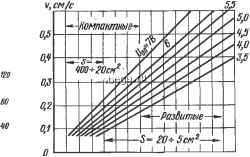 1000 io , А/см Рис. 3.10. Внешние характеристики Рис. 3.11. Номограмма зависимости ско-и мощности вторичной цепи траис- рости оплавления от плотности тока оп-форматора типа МС-1601 лавления при разных напряжениях на оплавляемых деталях компактного и развитого сечения Применяя для сварки полос специализированную стыковую машину типа МС-1601 завода Электрик , по ее паспортным данным зададимся максимальной воз.можной скоростью оплавления: г = 0,4 см/с. Тогда по номограмме = 1 кА/см /оя = 1-12 = 12 кА. Номограмма ориентирует на {Уоп = 5--5.5 В. Это значит, что придется использовать внешнюю характеристику не самой высшей ступени, а с напряжением холостого хода = 6 В. По ней (см. рис. 3.10) при /оп = 12 кА, (Уоп = 5,2 В, токе короткого замыкания / . э - 50 кА Z = 6/50 == 120 мкОм. При cos <Рк = 0.45 г = 120-0,45 = 54 мкОм. По формуле (3.24) 12,5-12.0,4 оъ - -12- =0 0. Расхождение с внешней характеристикой несущественное. Сопротивление искрового промежутка по формуле (3.25): /?оп = 12,5.12.0,4/144 = 416 мкОм. По формуле (3.22) ОИ -. I 1 lOflS/AlfiJ ~ 5,17 В. 1 4-2.54/4164- 120 /416 По приближенной формуле (3.26) 1+54/416 Это тоже близко к тому, что дает внешняя характеристика. После того как получены все электрические параметры оплавления, необходимо произвести тепловой расчет. Он должен убедить технолога, что рассчитанный режим обеспечит нагрев деталей, достаточный для выбранного осадочного давления. Осадка - сжатие нагретых деталей - является главной операцией, обеспечивающей качество сварного соединения. Достаточность осадочной деформации можно определять, в известной мере, по внешнему виду сваренного стыка. Для любых деталей на некотором расстоянии от плоскости контакта деформация будет нулевой, обозначим ее как xp,. Это значит, что давление не превышало, а было равно пределу текучести металла в этой плоскости, нагретого до некоторой температуры [см. формулу (2.58)1 Or == оо (I - То/ТппГ, (3.28) где Ото - предел текучести холодного металла; Тод - температура Б зоне нулевой деформации в момент осадки; Удл - темпера-, тура плавления металла. Осадочное давление р должно быть равно (Т.г при температуре Год. Многолетний опыт показал, что первым (но не единственным!) признаком достаточности осадочного давления для деталей, сваренных оплавлением, является получение на готовых деталях такой формы стыка, чтобы получалось: Ход = 1 + 0,2d; Ход = 1 + 0,26, (3.29); (3.30) где d - диаметр или сторона квадрата сечения детали; S - толщина полосы и прямоугольника. Первое равенство, как видно, характерно для компактных сечений, второе - для развитых. Все размеры в формуле даны в миллиметрах. Расстояние - это деформированный размер. Расстояние х от плоскости торца до той же зоны нулевой деформации может быть определено из одинаковых объемов: нагретого цилиндра (рис. 3.12) и деформированного конуса: X = Приближенно Dd /1 +е/(100~е), (3.31) где е - относительная деформация, %.
|