
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки листов более 0,6 мм. Для меньших толщин допускаются меньшие перекрытия. Собственно сваривающий ток /св (рис. 2.29) частично шунтируется в предыдущую точку. В современной производственной практике наибольшее распространение получил цикл шовной сварки так называемым прерывистым процессом, когда ролики вращаются безостановочно, а сварочный ток включается на время tm после некоторой паузы п- Каждая единичная точка в таком цикле получается удлиненной. На рассмотрении этого процесса следует остановиться, поскольку далеко не все понимают электротепловую картину прерывистого способа шовной сварки. Здесь особенно характерно проявляются два особых электрических эффекта, рассмотренные выше для точечной сварки: явление шунтирования сварочного тока и сжатие линий тока его собственным магнитным полем. Для анализа всей этой картины воспользуемся рис. 2.30. На рис. 2.30, с показана 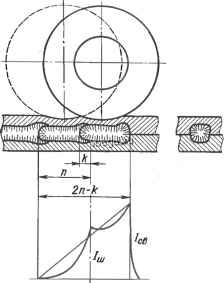 Рис. 2.29. Структура шовно-сварных соединений и схема шунтирования сварочного тока 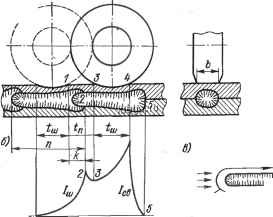 Рис. 2.30. Сварной шов при прерывистом включении сварочного тока и непрерывном вращении роликов (й), распределение тока в металле (б) и схема действия продольного (рь) и поперечного (рд) давления магнитного поля И на протекающий по металлу ток (в) lllllLllll схема перемещения роликов (опять без соблюдения масштаба диаметра ролика и толщины свариваемых деталей). Непропорционально глубоко вдавлены ролики в свариваемые детали. Рассмотрим момент, когда ролики после сварки точки длиной п передвинулись из положения ролика, изображенного штриховой линией, в позицию, показанную сплошной линией. Он достаточно плотно контактирует с металлом по длине от линии 3 до линии 4. В этот момент и включается импульс тока длительностью ш- Как видно из рисунка, за время (время вращения ролика без тока от линии / до линии 2) успел образоваться непроваренный участок, от линии 2 до линии 3. Вот этот участок и сваривается, но только за счет тока шунтирования /ш, который по своей плотности распределяется в момент включения сваривающего тока по эпюре, показанной на рис. 2.30, б. Как видно, ток шунтирования бесполезный и даже вредный при точечной сварке, для шовной сварки превращается в свою противоположность и оказывается решающим в деле создания плотного шва посредством перекрытия каждой последующей точкой точки предыдущей. Не последнюю роль в деле шунтирования играет и эффект магнитного давления. Ролик - это не электрод точечной машины. Его контактирование с металлом происходит по удлиненной площади, когда размер п больше ширины ролика b (иногда значительно). Это и является причиной неравномерности давления, оказываемого на линии тока собственным магнитным полем этого тока. А это приводит к вытягиванию тока и в сторону шунтирования его в предшествующую точку, и в сторону движения ролика в еще несваренный участок. Вот по этим двум причинам (шунтированию и магнитному сжатию тока) и удается время паузы (движения ролика без тока) устанавливать не только равным времени включения tm> но иногда даже делать <п>ш, и, несмотря на это, получать плотный шов с достаточным перекрытием k. Рассмотрим количественную сторону процесса сварки швом посредством прерывистого включения тока. Согласно ранее исследованным соотношениям, был определен физический смысл критерия К. Так, согласно (1.47) и (2.83) числитель этого критерия - это та энергия, которую мы вводим в зону свариваемого контакта, а знаменатель - энергия, теряемая за счет теплопроводности в окружающую массу металла. Для шовной сварки можно считать Qk = PpJlta/dlm. где / - ток вторичного контура, т. е. сваривающий и шунтирующий; Рт - удельное сопротивление металла в момент его плавления; h - высота расплавленного ядра; йш - диаметр такой единичной точки, которая по площади эквивалентна тоже единичной, но некруглой точке, какую ставит неподвижный ролик. 112 Потери энергии в металл, которые происходят уже не только за время сварки / ,> но и за время паузы tu. 9м = TnnVycSVt + tn. В этом равенстве площадь S, через которую теплота отводится теплопроводностью, S = пб, где б - толщина свариваемого металла, а длину точки л, как видно, приближенно можно выразить через линейную скорость движения роликов v и время включения тока tm, т. е, л = о/ш-Тогда S = vtja. Если так же, как и при точечной сварке, написать где Р - сила сжатия роликов, а о, - предел текучести холодного металла, то получим (2.86) По аналогии с точечной сваркой справедливо, по-видимому, силу тока / назначать по формуле типа (см. гл. 4) / = AdJW-, (2.88) что будет проверено на расчетных примерах. Глава 8 ТЕХНОЛОГИЯ СТЫКОВОЙ СВАРКИ 3.1. Выбор способа стыковой сварки для типовых соединений Для каждого предполагаемого сварного соединения определяется тот вид энергии или комбинация нескольких ее видов, которую решено использовать. Выбор энергии уже предопределяет основные элементы технологии и, в первую очередь, подготовку деталей к вложению намеченной энергии. Однако важен не просто избранный вид энергии, но и программа ее использования. Вся эта часть технологии определяется, как принято говорить, режимами сварки, которые почти полностью и обеспечивают формирование сварных соединений.
|