
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки Рис. 2.25. Изменение полного сопротивления контакта процессе формирования сварной точки 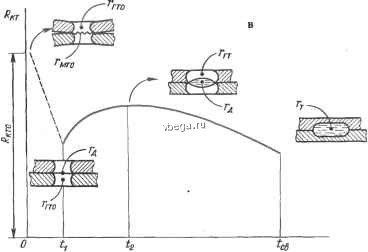 Примем силу сварочного тока / = 10 ООО А. При do = 0,85 см Я = 3746 А/см. По кривой намагничивания (см. рис. 2.2) находим fx = 5. Тогда по формуле (2.16) 6э в = 5000 1/20.10 /(5-50) = 1.44 см; 1,44 0,5 + In (4/0,85) = 0,7 см; 4р6 nbdo 2-4-20-0,4 л-0,7-0,85 34 мкОм. Расчет показал, чтов данном случае размер b меньше do, и, следовательно, линии тока в металле сжаты, как это показано в нижнем листе рис. 1.25. Все эти численные результаты не следует считать полностью достоверными. Расчеты проделаны для того, чтобы показать, какого уровня могут быть отдельные составляющие электрических сопротивлений в зоне свариваемого контакта и в нем самом. Расчеты показывают, в том числе, совершенную нестабильность начального сопротивления мйкро- и макрогеометрии линий протекания электрического тока, т. е. нестабильность полного сопротивления свариваемого контакта. Как видно, эту нестабиль-нйсть нельзя устранить какими-либо регулирующими устройствами, нельзя и ориентироваться на нее при расчетах. Расчетные примеры, показанные выше, можно подытожить посредством наглядного графика, приведенного на рис. 2.25. Здесь показана временная зависимость полного сопротивления контакта и на ней отмечены отдельные характерные эпизоды изменяющихся сопротивлений, поясняемые табл. 2.1. Наиболь-102 Таблица 2.1. Изменение сопротивления сварной точки во времени Момент времени по рис, 2.25 Что определяет измеряемое или рассчитываемое значение сопротивления Расчетные формулы, приближенно определяющие это значение Микрогеометрия (шероховатость) контакта Геометрия линий электрического тока вокруг холодного контакта мго - (1-2)рД. ЗАсУ 1 - е-4р6 Горячий диск из смятых и расплавленных шероховатостей Геометрия линий тока у него 4рт2 Д гто - 2 4Ртб ябод Превращение диска в расплавленное ядро Геометрия линий тока в горячем металле 4рт/г 4p (26-fe) Сопротивление готового расплавленного ядра, сварной точки Геометрия линий тока в горячем металле у расплавленного ядра 4p.j./i ггт = 2 4рт (26 - fe) шая неопределенность относится к начальному интервалу времени: от / = О до / = fl. Наибольшая стабильность характерна для момента выключения тока, т. е. для готового, расплавленного ядра сварной точки с заданными его размерами и h. В таком случае для сварки идеально чистого металла, когда роль тонких, оптически прозрачных оксидных пленок несущественна, для формулы (1.39) можно написать (2.67) qt = iPpMd, соответственно этому температура в плоскости контакта (2.68) где принято S = ndЬ. Формула (2.68) имеет вспомогательный характер и только показывает взаимосвязь переменных процесса выделения теплоты в приближении не изменяющегося за время сварки действующего значения сварочного тока. Картину выделения теплоты в контакте для импульсных режимов сварки металлических поверхностей, покрытых оксидной пленкой, следует рассмотреть отдельно. Задача эта очень сложная, и ее решение под силу только ЭВМ. Что же касается производственников-технологов, то им необходимы такие расчетные соотношения, которые правильно ориентируют понимание взаимосвязей всех переменных, участвующих в процессе. Исходя из этих условий, построим расчетную схему на целом ряде допущений и упрощений. Примем допущение, что при импульсных режимах точечной сварки все энерговыделение в зоне свариваемого контакта идет на плавление ядра цилиндрической формы диаметром и высотой h. Форму кривых сварочных токов будем учитывать по формулам (2.44) и (2.45). Полное сопротивление свариваемого контакта с учетом оксидной пленки на нем определим суммой кт = мг + гт + пл. (2.69) тогда тепловой баланс запишется равенством (t1 dh + il dk) (Гмг + Ггт + *- ) = TcSMG. (2.70) Первый сомножитель развернем по формулам (2.44) и (2.45). Вторым сомножителем займемся отдельно - в нем все слагаемые в процессе сварки переменны. Учтем только те характеристики, которые меняются в наибольшей степени. Для слагаемого Ггт это будет удельное сопротивление металла вокруг контакта. Вместо общепринятого его значения р, - Ро (1 + ссТ) примем более краткую зависимость удельного сопротивления от абсолютной температуры 6. Тогда для многих металлов можно записать зависимость Р = Рте/Э , (2.71) где Рт - удельное сопротивление в момент плавления. Учитывая (2.71), примем размеры ядра неизменяющимися, и для этого условия геометрическая составляющая сопротивления контакта обозначится так: r =- = -f-/-. (2.72) Электрические сопротивления микропирамид шероховатости по формулам (1.79), (1.80) в расчет вводить невозможно, иначе решение уравнения (2.70) окажется доступным только ЭВМ. Мы же ставим задачу получить возможно большую наглядность взаимозависимостей переменных параметров. Приведенный выше численный пример показал, что гго от начального значения, весьма 104
|