
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки Формулы (1.69) и (2.61) объясняют причину трудности возбуждения процесса оплавления круглых прутков малого диаметра. Для них размеры йи D оказываются близкими друг другу, в силу чего сопротивления гв очень малы. Для развитых сечений, согласно формуле (2.61), размеры а и А значительно различаются, а потому и значения Гро велики. 2.4. Нагрев металла в процессе точечной и рельефной сварки Динамика электротепловых процессов при точечной сварке очень сложна. Достоверных теоретических расчетов по этой теме не создано до сих пор не только по причине их сложности. Всего вероятнее, главная причина заключается в том, что производство вполне обходится без этих расчетов, поскольку значительно легче и, самое главное, точнее установить оптимальный режим сварки непосредственно на практике и тем самым обойтись без тепловых расчетов. Однако, как уже отмечалось выше, расчетные системы, если они хорошо отображают реальную действительность, весьма необходимы для понимания физической суищости исследуемого процесса Исходя из этого принципа, здесь и рассматриваются закономерности выделения теплоты при формировании расплавленного ядра сварной точки. Независимо от того, с какой точностью предполагается определять взаимосвязи всех переменных, которые управляют выделением теплоты в металле в результате прохождения тока, нельзя обойтись без понятий электрических сопротивлений самого металла и металлических контактов. В п. 1.4 уже обращалось внимание на тот факт, что электрические сопротивления самих свариваемых деталей как проводников электрического тока только в редких случаях определяются их геометрическими размерами. Такой редкий случай имеет место для стыковой сварки цветных металлов, когда можно пренебречь поверхностным эффектом и сопротивление стыкуемых концов рассчитать по элементарной формуле R = pl/S. К сожалению, в некоторых даже современных литературных источниках эту элементарную формулу рекомендуют как достоверную для точечной сварки, вводя в формулу разные коэффициенты: R = (P S) Лд. Формулы такого рода теоретическая электротехника отвергает. Как было показано в формуле (1.65), х - это не размер проводника, а протяженность линий тока, пронизывающих проводник. Точно также S - это не геометрический размер какого-то сечения проводника, а площадь переменного сечения потока силовых линий электрического тока Кривизна линий электриче- 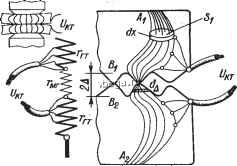 Рис. 2.21. Моделирование контакта в виде группы резисторов, на которых измеряется падение напряжения екого тока, их плотность в различных участках проводящего элемента определяются, в первую очередь, не геометрией проводника, а его физическими характеристиками в зоне прохождения тока: магнитной проницаемостью ц, удельным сопротивлением р. Обе эти характеристики, каждая по-своему, зависят от температуры и общих магнитных или немагнитных свойств свариваемого металла. При контактной точечной сварке очень сложна не только конфигурация проводников, но также сложны и очень нестабильны во времени температурные поля в зоне свариваемых контактов. С точки зрения вложения энергии в зону свариваемого контакта нас интересуют два главнейших фактора: программа изменения сварочного тока во времени и активные сопротивления, которые определяют ту энергию Джоуля, которая обеспечивает необходимую активацию свариваемого контакта. Для точечной сварки эта активация должна заканчиваться плавлением ядра будущей сварной точки. В тексте, относящемся к рис. 1.25, уже предварительно было показано, что измерять мы можем только полное сопротивление контакта /?кт равное для идеально чистых поверхностей i?KT = r r-brrx. (2.62) Раздельно измерить составляющие Гмг и нельзя. Этот факт иллюстрируется еще одной наглядной схемой измерения, приведенной на рис. 2.21. Контакт двух микропирамид моделирован резистором /мг. а пучки линий электрического тока по металлу (участки Al - Вх и А - В) моделированы резисторами Гп. Здесь же показано, что измерительные проводники неизбежно снимают суммарную разность потенциалов: Гмг и г-Для двух единичных пирамид > где 5д - площадь микропирамиды. Сопротивление всех контактирующих микропирамид уже определялось по формуле (1.79). Сопротивление самого металла Гп, в общем виде обозначенное через R, определялось по формулам (2.23) и (2.25). 4 к. А. Кочергин 97 Рис. 2.22. Последовательность нагрева контакта при точечной сварке и формирования ядра сварной точки (Гт - электрическое сопротивление расплавленного ядра в момент выключения тока) 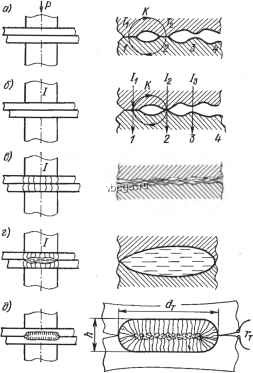 Как видно, значение / мр и раздельно можно определить только расчетным путем. Таким образом, все предшествующие рассуждения об электрических сопротивлениях контактов и деталей полностью оправдывают смысл первой фразы этого параграфа. Процессы выделения джоулевой теплоты в металле при формировании точечно-сварного соединения идут при изменяющихся сопротивлениях и при изменяющемся сварочном токе. Рассмотрим динамику этого процесса не только в общем виде, но и с учетом некоторых конкретных количественных характеристик (рис. 2.22, а-д). Наиболее сложная картина выделения теплоты имеет место при сварке магнитных металлов и притом не самой малой толщины. Прежде чем будет включен сварочный ток, ударом электрб-дов создается механический контакт двух шероховатых поверхностей деталей (рис. 2.22, а). Этот первый эпизод контактирования уже показывает приближенность расчета начального сопротивления контакта по формуле (1.79). Действительно, эта формула определяет электрическое сопротивление или двух, или одной контактирующей пирамиды как сопротивление проходящему по ним сварочному току. Однако 98
|