
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки 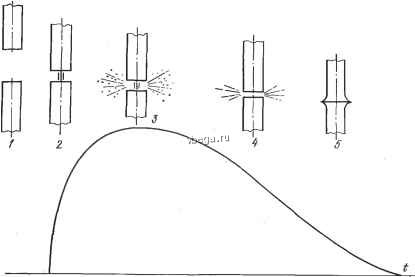 Рис. 2.16. Ударно-стыковая сварка разрядом конденсатора. Осциллограмма сварочного тока и отдельные моменты формирования разряда Тепловыделение в контакте и распределение температуры по свариваемым стержням, согласно формуле (2.54), определяется давлением и силой сварочного тока, т. е. вполне регулируемыми параметрами. Кривая / (рис. 2.15) определяет распределение температуры при слишком большом давлении и относительно малом токе. Кривая 2 характерна для импульсного режима, например для сварки разрядом конденсатора (5 - нагрев методом сопротивления). Охлаждающее действие зажимных губок в условиях реальной действительности несущественно. Это объясняется малым коэффициентом теплопроводности контакта деталь - губки вследствие неизбежного загрязнения губок в условиях производства. Как было показано ранее [см. формулу (1.37)], глубина прогрева Xi, Х2 и Xg определяется временем действия энергии в плоскости контакта. Наименьший размер Хд может быть получен в пределах долей миллиметра. Это происходит при ударной стыковой сварке проволок разрядом конденсатора или разрядом электромагнитной энергии, запасенной в железной массе трансформатора. Принцип ударной сварки проволок сводится к следующему. Верхний конец свариваемой проволочки (рис. 2.16, поз. /) вместе с зажимающей его губкой падает на нижний конец, закрепленный в столе ударной машины. Проволочки находятся под напряжением 900-2000 В. В момент времени, при котором расстояние Л снижается до пробойного, возникает стриммер, т. е. тонкий проводя- щий плазменный шнур, и начинается разряд конденсатора. Стриммер превращается в концентрированный разряд. В момент максимума тока, на участке от позиции 2 до 3, скорость взрьшо-искрового выплавления кипящего металла проволочек равна скорости падения верхнего зажима. От позиции 3 ло 4 интенсивность разряда падает и, наконец, в позиции 5 проволочки стыкуются ударом, выплескивающим нз стыка жидкий кипящий слой. Контакт сваривается ударным давлением, плоскость свариваемого контакта представляет собой тончайший (микрометры и десятки микрометров) слой интерметаллида, если свариваются разнородные сплавы. Малая толщина интерметаллидов, или малая толщина структурно дезорганизованного однородного металла, практически не снижают прочность сварных соединений по сравнению с прочностью целого металла. Концентрация энергии в контакте такова, что позволяет приваривать проволоку к любым массивным деталям. Резко концентрированная энергия в свариваемом контакте характерна и для основного процесса стыковой сварки, который носит название стыковой сварки методом оплавления. Это процесс физически очень сложный. В настоящее время благодаря работам академиков УССР В. К- Лебедева и С. И. Кучук-Яценко создана весьма основательная теория процесса оплавления, разработана технология многих ответственных конструкций и соединений, разработаны новые специализированные машины. Рассмотрим только основные элементы физической сущности процесса оплавления. Сварочный цикл начинаем с того, что (рис. 2.17, а) к разомкнутым стержням подключаем вторичное напряжение Ux, при котором начинаем сближать стержни так, чтобы они встретились в какой-то физической точке (рис. 2.17, б). Поскольку этот контакт единственный, на который мы замыкаем всю электромагнитную энергию трансформатора, то за тысячные доли секунды контактирующие микровыступы не только расплавятся, но расплав даже вскипит (рис. 2.17, в). Какие же силы в эти мгновения действуют на жидкую перемычку? Это можно рассмотреть на рис. 2.17, г. При малом зазоре между стержнями силы поверхностного натяжения Яп.н стремятся эту жидкую перемычку размазать на торцы стержней. Магнитное поле Н, охватывающее перемычку, стремится ее перерезать. Уже этих двух сил достаточно, чтобы ликвидировать перемычку. Однако через нее, пока она цела, идет ток, перемычка вскипает и не только разрывается - она взрывается. Этот взрыв сопровождается выбросом мелких брызг металла на далекое расстояние от машины. Такой эффект создает действующая в сварочном контуре электродинамическая сила Яэд-Как известно, электромагнитно-равновесным контуром является круг. Вторичный контур трансформатора, вместе с включенными в него свариваемыми деталями, весьма далек от правильного 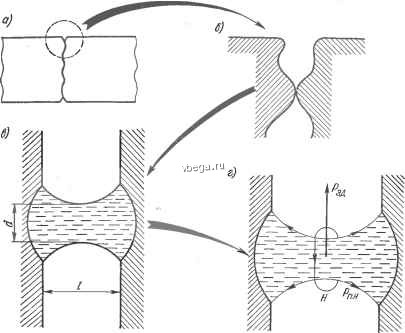 Рис. 2.17. Схема образования и последующего взрыва единичного контакта при стышвой сварке оплавлением круга, но к нему надо обязательно стремиться. Жесткость всех шин, создающих вторичный контур, полностью препятствует формированию круглого контура. И в этом контуре только жидкая перемычка оказывается легко податливой под воздействием давлений магнитных линий сварочного контура. Она под влиянием этого давления и начинает движение во внешнее пространство. Так рвется и взрывается под влиянием всех перечисленных сил единичная контактная перемычка между двумя стержнями за время в несколько миллисекунд. Взрыв перемычки заканчивается либо искровым разрядом между стержнями, либо кратковременным дуговым. Любой из этих разрядов оставляет след на торцевых поверхностях. Так, в частности, электрический искровой разряд производит удар, давление которого можно определить по формуле p,eK = 3,3.10 f/r, (2.55) Де /? ек - ударное давление, МПа, Е - энергия искрового разряда, Дж; г - радиус шарового пространства, в котором произошел искровой разряд, м.
|