
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки 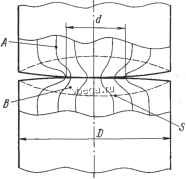 Рис. 2.13. Искривление линий электрического тока в стыковом контакте Изменение полного сопротивления стыкового контакта от температуры в плоскости контакта вполне достоверно описывает (см= рис. 1.22 и 1,23) формула Rm = R..o(l~T/Tnn), (2.50) где R g е - полное сопротивление стыкового контакта при комнатной температуре. Тепловыделение в зоне контакта происходит не только за счет полного контактного сопротивления но и за счет активного сопротивления самих стержней. Разделить, однако, эти сопротивления так, чтобы их изменение в процессе сварки можно было бы рассматривать по отдельности, - задача нереальная. Действительно, посмотрев на рис, 2.13, можно убедиться, что зона В, в пределах которой происходит искривление линий электрического тока, непостоянна: она максимальна в начальный момент и полностью исчезает в конце сварки, ведь эта зона и определяет геометрическую составляющую полного сопротивления контакта. Вместе с тем зона А тоже подвижна и тоже влияет на тепловую картину сваривания, но эта зона, отделяемая от зоны В подвижной поверхностью S, уже обусловливает активное сопротивление самих стержней. Для рассмотрения сложной картины тепловыделения в стыковом контакте рационально считать, что действительно наблюдаемая в контакте температура представляет собой сумму двух составляющих: температуры Тке, развивающейся только за счет полного сопротивления контакта; температуры Г , которую создает тепловыделение за счет только активного сопротивления самого металла. При таком допущении все же следует помнить о некоторой неточности, заключающейся в следующем. Повышение удельного сопротивления металла в непосредственной близости от контакта будет происходить не только за счет нагрева металла стержня электрическим током, но и за счет теплоты, развивающейся в контакте и передающейся металлу в обе стороны от контакта. Поэтому, измеряя температуру, развивающуюся за счет активного сопротивления при нагреве сплошного стержня в губках стыковой машины, мы получим меньшее значение температуры по сравнению с тем случаем, когда будем измерять температуру в непосредственной близости от контакта двух свариваемых стержней того же сечения. Прн очень малых значениях когда и температура 7 в относительно мала, тем- пература для целого стержня и температура Т для двух сваривающихся стержней будут близки. Если же температура Тс сравнима по величине с общей температурой Т, действительно развивающейся в контакте, то составляющая Тм будет получаться выше той, которую можно рассчитать для нагрева целого стержня с учетом только изменения его удельного сопротивления й зависимости от температуры. Несмотря на невозможность экспериментального разделения составляющих температур Тс и Гм, весьма целесообразно учитывать температуры Тс и Т отдельно, расчетным путем, как слагаемые общей действующей температуры Т. Это позволяет более правильно представлять процесс тепловыделения в контакте и слоях металла вокруг него. Влияние той или иной величины сопротивления контакта на характер изменения температуры выясняется при этом особенно отчетливо. Температура нагрева стержня только за счет его собственного активного сопротивления, если пренебречь всеми тепловыми потерями, может быть определена из равенства (1 + kT)dt = ycSxdT , (2.51) где X - некоторое расстояние от контакта, в пределах которого фиксируется среднее значение температуры. Решая это уравнение, получаем формулу -5-Гехр )-1]. , (2.52) Температура нагрева стержня только за счет 7?кс в пределах того же расстояния от контакта х может быть определена из другого равенства IRuoil ~ T jT )dt 2ycSxdT . Каково бы ни было распределение температуры от плоскости контакта по длине стержня х, согласно (1.36) X = 12 Z. Тогда решение для температуры Те получим в виде следующей формулы (2.53) Скорости подъема температур Гс и Гм весьма различны: Г = ехр(. 0 = Отношение этих скоростей Тис ксо ~~ Po/S 2 ) В начальный момент включения, или при импульсном режиме, т. е. при ->- О (2.54) Это соотношение весьма существенно для выбора способа нагрева и способа сварки. Из него видно, что регулировать интенсивность тепловыделения в плоскости контакта технолог может, главным образом, величиной начального сопротивления контакта. Здесь открываются, в первую очередь, возможности оперирования с программированием механического давления. Контактное сопротивление, как было ранее показано, зависит от конструкции контакта. Это значит, что, придавая различную форму свариваемым деталям, можно получить различное сопротивление контакта и, следовательно, разные скорости тепловыделения и, соответственно, разные картины температуры распределения. Все это можно иллюстрировать примерами, показанными на рис. 2.14 и 2.15. Идеальное контактирование обеспечивается при подготовке контакта по схеме рис. 2.14, а. Плоские торцы никогда не могут дать осесимметричного тепловыделения (рис. 2.14, б). Несимметрия тем больше, чем больше размер d. Этот факт и определяет одну из причин, вследствие которой стыковая сварка методом сопротивления используется для стержней диметром не более чем 12-14 мм. При больших размерах диаметра или ширины свариваемых полос и лент получается перегрев или даже пережог металла в точке / по сравнению с зоной 2 (рис. 2.14, б).
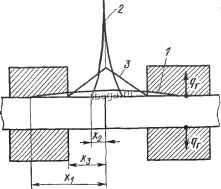 Рис. 2.] 4. Конструктивная под- Рис. 2.] 5. Возможные кривые распределения готовка деталей для стыковой температуры в деталях при стыковой сварке сварки в зависимости от концентрации энергии в плоскости контакта
|
||||||||||||||||||||||||||