
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки 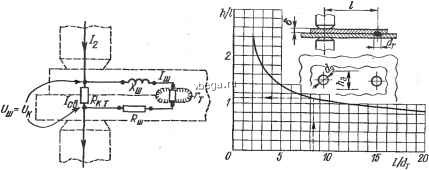 Рис. 2.8. Схема распределения сопротивлений и токов при точечной сварке с шунтированием в соседнюю точку Рис.- 2.9. График изменения эквивалентной ширины ветви шунтирования тока при точечной сварке При значениях lid > 3, что почти всегда имеет место при точечной сварке, можно из выражения (2.32) получить Кроме того, откуда Р - 2Р In 2 R,m = 2р (М), (2.33) ln(2i/rf) (2.34) Этот размер и определяется по графику рис. 2.9. Если расчет токов шунтирования ведется для немагнитных металлов, у которых р = 1, то индуктивностью ветви шунтирования можно пренебречь и вести расчет только активного сопротивления по формуле (2.29). К сожалению, как показано ниже, величину критерия х приходится определять весьма кропотливо. Во избежание этого вместо активного сопротивления переменному току по формуле (2.32) или (2.33) рассчитывают сопротивление постоянному току и мирятся с тем, что расчетное значение тока шунтирования получается несколько выше действительного. Наименьшее расхождение получается, естественно, при точечной сварке униполярным или выпрямленным током. Для сварки переменным током, да еще и магнитной конструкционной стали, расчет токов шунтирования может быть выполнен по следующей методике. Согласно (2.18) и (2.20), имея в виду возможный максимум В = 1,8-10* Тл, подставляя значение р из формулы (2.27) в (2.22) и принимая / = 50 Гц, получаем (2.35) 75 /ш = 0,04S/( px). с другой CTopoHS, учитывая выражение (2.31), Jm = = -. (2.36) Приравнивая формулы (2.36) и (2.37), определяем в этом равенстве Um наиболее достоверно определять так: (/ш/свг,. (2.38) поскольку графики, приведенные на рис. 1.25, показывают возможность такого приближения. При расчете Лэ для полос эта величина может получаться больше ширины полосы. В таких случаях, очевидно, следует брать в расчет реальный размер деталей. При большой толщине листов и размер б может оказаться больше двойной эквивалентной глубины проникания тока. Эти дополнительные электромагнитные факторы, так же как и эффект близости, вносят в расчет неточность. Несмотря на эти обстоятельства, расчет токов шунтирования надо производить хотя бы с той целью, чтобы расчетные значения настораживали технолога и давали ему сигнал о необходимости экспериментальной проверки влияния шунтирования на размер ядра. Для того чтобы не забывать, что токи шунтирования оказывают практически незаметное влияние на силу суммарного вторичного тока, следует привести численный пример. Полное сопротивление вторичного контура при сварке первой, единичной, точки таково: г . V*. При сварке второй точки с шунтированием В этих равенствах принимается как среднее значение сопротивления, от которого идет ветвь шунтирования; Тэкв - эквивалентное сопротивление двух параллельных сопротивлений. Допустим случай даже очень сильного шунтирования, когда Rm т- Тогда эквивалентное сопротивление двух параллельных цепей 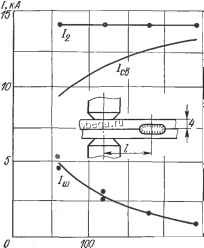 200 l,MM Рис. 2.10. Измеренные значения вторичного тока /jj и тока шунтирования /ш при сварке стальных листов толщиной 4 мм (диаметр электрода dg = = 13 мм) 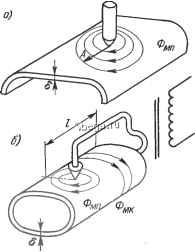 Рнс. 2.11. Магнитные потоки в свариваемых деталях: Ф - плоское поле; Ф - поле кольни мк цевое Если иметь в виду, что индуктивные сопротивления контуров обычно раза в 3 больше активных г , то видно, что вторичные токи /гед и /гш практически мало будут различаться. Наличие токов шунтирования скажется не на суммарном вторичном токе, а на токе сварочном, поскольку /i = /c -f/m. (2.39) а согласно равенствам /свт = 1ш = htlRm, /св = /2/(1-Ь-т/ад. (2.40) Отсюда видно, что малое сопротивление ветви шунтирования может значительно снизить сварочный ток по спавнению с тем значением, которое рассчитано или установлено для единичной точки, т. е. когда i?n, = оо. Снижение сварочного тока при Rja = ~ (5-j-6)Tt практически окажется незаметным для приборов, измеряющих вторичный ток /а. В качестве примера такого рода на рис. 2.10 приведены измеренные значения токов вторичного и шунтирующего при сварке стальных листов толщиной 4 мм. Как видно, шунтирование при малых расстояниях между точками весьма заметно снижает сварочный ток. В крупногабаритных изделиях из конструкционных магнитных сталей могут концентрироваться заметные магнитные по-
|