
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки всего процесса сварки наблюдается растекание тока (рис. 2.4, низ). В условиях производства никаких расчетов картин растекания или концентрации тока не производят. Рассмотренные здесь примеры имеют цель дать представление об очень сложной электротепловой динамике, которая имеет место не только по плоскости контакта, но и по толщине металла. Многие расчетные формулы часто имеют большое познавательное значение, показывая, от каких именно переменных величин и в какой их связи зависят электрические, тепловые и другие процессы при контактной сварке, 2.2. Электрический ток в свариваемых деталях и конструкциях Для технолога первостепенный интерес представляет не только распределение сварочного тока в зоне свариваемого контакта, но, во многих случаях практики, и вдали от него. Для примера на рис. 2.5 и 2.6 показаны картины распределения токов при стыковой сварке колец и при многоточечной сварке листов. Для борьбы с токами шунтирования при стыковой сварке используют два способа. Первый - для кольцевых деталей малого диаметра, но больших свариваемых сечений. Для них проектируют одновременную стыковую сварку двух стыков из двух полуколец. Второй способ пригоден для кольцевых изделий большого диаметра (бочки, колеса, бандажи). В этих случаях токи шунтирования можно свести до ничтожно малого значения, посредством разъемных дросселей (рис. 2.7). Если разъемный железный сердечник надет на кольца, то он становится одновитковым дросселем, через 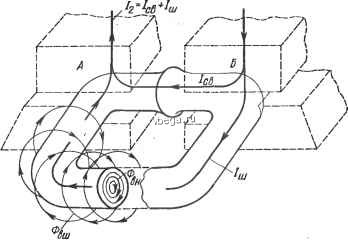 Рис. 2.5. Разделение вторичного тока /j иа сваривающий Ib и ток шунтирования /ц, прн стыковой сварке кольцевых изделий Рис. 2.6. Распределение токов прн многоточечном соединении 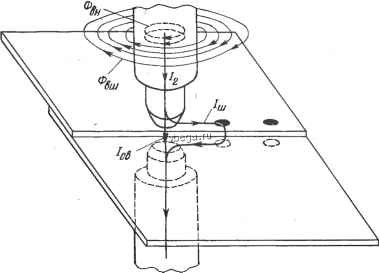 который идет ток /щ. Коэффициент самоиндукции такого дросселя определяется так: L = 4nnVSJZ . (2.26) где п - число витков (п - 1); - площадь сечения активного железа сердечника; 1 - длина средней магнитной линии по сердечнику (рис. 2.7). Если положить, что максимальная индукция, допустимая в сердечнике, В = 1,8-10*Тл, то, поскольку В = рЯ; Я = Ifu, получаем р = 1,8.10 ш, (2.27) где = 2 (Лэ + 6) - периметр проводящего контура ветви шунтирования. При этом индуктивное сопротивление одновиткового дросселя 2jt/4jtl,8-10 MS Для нормальной частоты 50 Гц V 72S 10 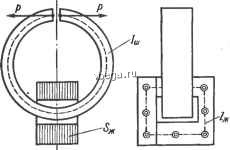 ДP 10- , Рис. 2.7. Устранение токов шунтирования при стыковой сварке кольцевых изделий посредством разъемного железного сердечника где S - в м*; Хдр - в Ом. Если напряжение на свариваемом контакте 1/ , то = /шХдр = / 72000S /(; 10 ). откуда S 141/,. В этом отношении 1/ - среднее значение напряжения на свариваемом контакте в процессе его нагрева. Для стыковой сварки оплавлением это Uon - среднее значение напряжения в период установившегося взрывоискрового процесса. Шунтирование тока при точечной сварке - явление значительно более сложное. Бороться с ним физически невозможно. Поэтому представляется необходимым определять масштабы шунтирования, для того чтобы иметь представление о том, насколько может уменьшиться сваривающий ток, рассчитанный на единичную точку. Полное сопротивление ветви шунтирования (рис. 2.8) с учетом индуктивности определяется так: 2 = У (i?u, + r,f -f xL (2.28) По Л. P. Нейману, активное сопротивление любого проводника из любого металла следует рассчитывать с учетом критерия х [см. формулу (2.22)1 = i?om (1 -f 0,6х у) = i? a. (2.29) где - сопротивление постоянному току при равномерном его распределении по сечению проводника. Индуктивное сопротивление проводника, создаваемое внутренним магнитным потоком, рассчитывают по формуле = i?om0.84x = Rojnb. (2.30) Для точечной сварки, если только точки не ставят непосредственно одну рядом с другой, составляющая г, относительно мала по сравнению с Тогда, учитывая формулы (2.29) и (2.30). находим Z = i?om yVHhb*. (2.31) При сварке листов значительной ширины постоянный ток может растекаться между двумя точками на ширину эквивалентной полосы Лэ (рис. 2.9). Ее размер можно определить приближенно из следующих условий. Согласно известной электротехнической формуле,
|