
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Технология шовной сварки Удельное сопротивление металла пирамид определяется [7 ] так: Рд = Ро (1.78) где р/от - отношение давления, действующего на контурную площадь контакта, к пределу, текучести сильно наклепанного металла. Формула (1.78) показывает, что величина рд тоже вносит в расчет значительную неопределенность. Практически эта характеристика во много раз больше удельного сопротивления самого металла деталей: для металла, зачищенного наждачным кругом, - в десятки раз, для холодного проката - в тысячи раз. Все неопределенности, содержащиеся в формуле (1.75), показывают, что практические расчеты микрогеометрического внутреннего сопротивления контакта по формуле (1.77) возможны только с помощью ЭВМ. Однако существующая технологическая практика пока что таких задач перед технологами не ставит. И тем не менее формулы такого типа, как (1.77), необходимо иметь в виду и технологу, поскольку формулы показывают достоверную теоретическую свйзь многих переменных, определяющих и поясняющих нестабильность начальных сопротивлений контакта. Рассмотрим, как формула (1.77) отображает процесс деформации пирамид шероховатости и тем самым процесс изменения их электрического сопротивления. При полном смятии пирамиды, т. е. превращении ее в параллелепипед, / = А/3. Относительная деформация при этом, согласно определению (1.3), (1.4), / = = А (1 - е), тогда е = 2/3. Полное смятие всех пирамид дает следующий результат: Г , = РдА(1-2)/(ЗЛе). (1.79) Эта формула относится к тому конечному моменту деформации пирамид, когда все они как геометрические фигуры исчезли и создали сплошной слой деформированного металла -толщиной от А/3 до 2А/3 (рис. 1.24, а и б). С этого момента в контакте двух деталей активным сопротивлением становится именно этот слой, а не группа контактирующих микропирамид. 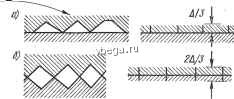 Рис. 1.24. Схема деформации пирамид шероховатости при точечной сварке и формирование из них расплавленного диска высотой h = (J/3-=-2/3) А Изменение высоты пирамиды / в процессе ее деформации определяется так: 1 + + 1 - е- + 11 - е- (1.80) При X = 4 практически е-- -> 0; у 1 - е-- -> 1 и / = Д/3. Рассматривая деформацию пирамид как процесс ударного осаживания, можно из равенства (1.32) определить для любой единичной пирамиды Тд = r\EI{<6knt). (1.81) Формула показывает неограниченную возможность нагрева деформируемой пирамиды при достаточно высокой скорости ее деформации. Если учесть определение (1.5), то формулу (1.81) можно переписать так: ,2/v bknt (pcab) ,2/v (1.82) Она показывает, как влияет характер шероховатости на температурные вспышки в плоскости контакта при ударном сдавливании деталей. До сих пор в технологии контактной сварки никто не принимает в расчет бесспорный факт возникновения вспышек температуры в плоскости контакта. Никакая точечная машина не прикладывает давление электродов медленно, статически. Давления прикладываются безусловно и во всех случаях ударно. Отсюда практический вывоД: наиболее достоверные измерения контактных сопротивлений получаются осциллографированием процесса сваривания точки непосредственно на точечной машине. Измерение контактных сопротивлений на каких-либо отдельных приборах при статических давлениях не соответствует реальной действительности. Для контактной точечной сварки все понятия о полном сопротивлении контакта и его составляющих заметно усложняются по 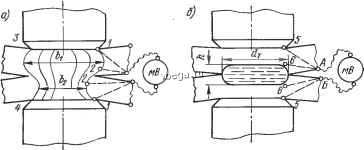 Рис. 1.25. К измерению падения напряжения на свариваемом контакте при точечной контактной сварке сравнению с контактами стыковыми. Здесь требуются дополнительные пояснения, и притом достаточно подробные. Прежде всего уточним, что мы измеряем при точечной сварке, если речь идет о сварке деталей и шероховатых, и не свободных от оксидных наслоений. В этом общем случае полное сопротивление контакта можно записать равенством, аналогичным (1.64), но только с индексом, указывающим на точечную сварку: кт =гт +мг ~1~пл- (1.83) Для измерения величины к свариваемым деталям присоединяем милливольтметр. Допустим, что присоединяем его к точкам А, Б (рис. 1.25, б). Как уже отмечалось ранее, сварочный ток, пронизывая детали, займет объем, представляющий собой некоторую фигуру, очерченную линиями /-/-3-4. На рис. 1.25, а показано, что линии тока могут растекаться на какое-то расстояние (верхний лист), но могут и быть сжатыми. Так или иначе, но милливольтметр, присоединенный к точкам А, Б, будет снимать с токоведущей фигуры /-/-3-4 некоторое падение напряжения не только с плоскости контакта, т. е. не только с точек 2-2, но и с точек /-/, поскольку сам свариваемый металл - это тоже часть проводниковой цепи милливольтметра. Другими словами, милливольтметр на схеме 1.25, а реагирует на все искривления линий сварочного тока. Следовательно, он точно фиксирует всю сумму падения напряжения на составляющих, входящих в формулу (1.83), т. е. позволяет определить действительное значение R . Для холодного контакта, т. е. в момент включения сварочного тока, эту величину можно отмечать еще дополнительным нулевым индексом /?кто- Таким образом, видно, что применение милливольтметра не позволяет измерить отдельно составляющую гг- Мало того, она вообще не может быть отдельно измерена с помощью моделей вроде, например, набора шайбочек, поскольку любая модель, отличающаяся от реальных свариваемых деталей, нарушает и геометричность, и деформационное подобие в самом контакте. Рассмотрим теперь, что же измерит милливольтметр в момент формирования расплавленного ядра сварной точки (рис. 1.25, б). Как видно, и в этот момент от точек А и Б как бы идут измерительные провода А-5, Б-5, А-6 и Б-6. Поэтому прибор снова регистрирует усредненное значение падения напряжения на свариваемых деталях. Однако в этот момент оформления расплавленного ядра между точками 6-6 оказывается включенным металл с удельным сопротивлением, характерным для точки плавления, которое много выше, чем у твердого металла. Следовательно, какие бы искривления линий электрического тока ни сохранялись в слоях 5-6, главным элементом сопротивления оказывается Слой 6-6, т. е. расплавленное ядро. Таким образом, в момент выключения тока полное сопротивление контакта превращается в сопротивление расплавленного ядра сварной точки, т. е. /? , г,. (1.84)
|
||||||||||||||||||||||||||