
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Стабильность работы ламп 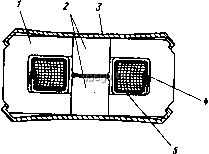 Рис. 8.17. Конструкция ПРА серии 01 исполнения 015 Рис. 8.18. Робототехнологический комплекс изготовления ПРА 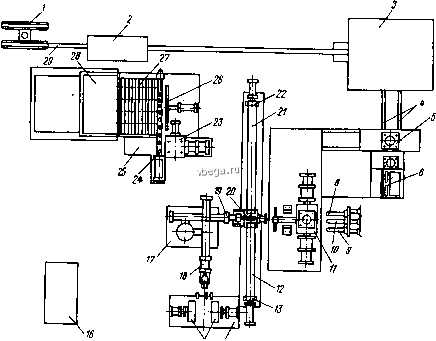 15 П 6) механизм вьщачи, отрезки и укладки двух немагнитных прокладок в зазор магнитопровода; 7) трехрукий робот-сборщик; 8) руки робота-сборщика с захватами для С-образных пакетов пластин магнитопровода (см. рис. 8.17); 9) рука робота-сборщика с захватом для 1-образных пластин магнитопровода (см. рис. 8.17); 10) механизм сборки катушки с магнитопроводом; 11) транспортная магистраль для крышек; 12) накопитель для крышек; 13) механизм выдачи катушек; 14) накопитель катушек; 15) микро-ЭВМ типа Электроника К1-20 , управляющая работой механизмов РТК; 16) двухрукий транспортный робот; 17) рука транспортного робота с захватом для катушек; 18) рука транспортного робота с захватом для собранного дросселя; 19) механизм сборки дросселя с крышкой и основанием; 20) транспортная магистраль для оснований; 21) накопитель для оснований; 22) механизм контроля тока дросселей; 23) механизм для перемещения годных дросселей; 24) лоток для бракованных дросселей; 25) толкатель для перемещения накопленного ряда годных дросселей на шибер; 26) шибер для накопления годных дросселей; 27) транспортная тара для годных дросселей. Технические данные комплекса: Производительность, шт./ч................... 120 Грузоподъемность захватов робота-сборщика, кг.......... 2 Грузоподъемность исполнительных устройств транспортного робота, кг......................... 5 Вместимость накопителей механизма выдачи катущек, шт....... 50 Вместимость накопителей крышек и оснований, шт.......... 100 Вместимость транспортной тары, шт.............. 900 Занимаемая площадь, м................... 28 Потребляемая мощность (включая пресс-автомат типа ИМ-98), кВт.......................... 25 Расход воздуха при давлении в пневмосети 0,5 МПа, м/мин...... 8 Количество типов ПРА, проверяемых механизмом контроля тока дросселей, шт......................... 9 Масса комплекса (без пресса-автомата типа ИМ-98), кг........ 5700 Лента электротехнической стали 29 с размоточной стойки I через правильно-разматывающее устройство 2 подается валково-секторной подачей пресс-автомата 3 в зону вырубки деталей магнитопровода. Вырублецные штампы детали по лоткам 4 продвигаются при каждом ходе пресса на толщину материала, из которого вырубаются пластины, в зону отсечки механизма 5. Этот механизм состоит из двух формирователей и упора. Потоки пластин сопровождаются подпружиненными вилками с фланцами. Отсечка происходит при заданном размере пакета пластин с погрешностью, равной толщине материала, из которого вырубаются пластины. Длина набора магнитопровода регулируется установкой бесконтактного датчика с регулировочным винтом. Отсекание и перепрессовка пакетов пластин в захваты рук робота-сборщика 7 осуществляются пуансоном через окно матрицы. Сначала с помощью механизма 5 осуществляется отсекание одного пакета 1-образкых пластик в захват руки 10 и одного пакета С-образных пластин в захват руки 9 робота-сборщика 7. Затем роботчгборщик убирает свои руки из зоны отсекания пакетов пластин. При этом захват руки 10 робота-сборщика 7 устанавливается под механизмом б выдачи, отрезки и укладки немагнитных прокладок. К этому моменту времени выдача двух немагнитных прокладок механизмом б заканчивается, и он осуществляет их отрезку и укладку в кассету руки 10 на поверхность пакета 1-образных пластин. Длина одной прокладки неизменна и равна длине пакета магнитопровода, отсекаемого в кассету, длина другой изменяется в зависимости от типа ПРА, характеристик стали и степени износа штампа. После этого робот-сборщик 7 снова вводит захваты рук 8, 9 к 10 в механизм 5. Происходит отсечка 1-образного пакета пластин в захват руки 10 и С-образного-в захват руки S роботач;борщика 7. После этого робот-сборщик 7 убирает свои руки из механизма отсекания 5, поворачивается на 90°, останавливается напротив механизма И сборки катушки с магнитопроводом и вводит захваты рук 8, 9 и 10 с пакетами пластин в механизм 11, где к этому времени установлена . и зафиксирована катушка дросселя. Сборка дросселя осуществляется в два перехода. При первом два пакета 1-образных пластин с немагнитными прокладками между ними переталкиваются в катушку сверху вниз, а пакеты С-ббразных пластин предварительно выдвигаются из кассет справа и слева до фиксирующих катушку упоров. При втором переходе фиксирующие упоры убираются и пакеты пластин досылаются в катушку. После этого робот-сборщик 7 убирает свои руки из механизма И, поворачивается на 90°, останавливаясь напротив механизма 5, и вводит в механизм отсекания пакетов пластин захваты рук 8, 9 и 10. Подача катушки в механизм сборки 11 осуществляется транспортным роботом /7 из механизма выдачи катушек 14. Этот механизм содержит два накопителя 15. Загрузка катушек в накопители осуществляется из тары специальным приспособлением. Включение робототехнологического комплекса осуществляется с пульта 16. Транспортный робот 17 имеет две руки, расположенные под углом 90°, со специальными захватами. На руке 18 установлен захват для катушки, на руке 19-захват для дросселя. Транспортный робот 17 одновременно выдвигает руки 18 к 19 с захватами. Захват руки 18 оказывается над катушкой в зоне механизма 14 выдачи катушек. Захват руки 19 входит в механизм 11 сборки катушки с магнитопроводом дросселя, забирает собранный дроссель и возвращается с ним в исходное положение. Захват с дросселем оказывается над механизмом сборки 20 дросселя с крышкой и основанием. Прн наличии крышки и основания захват руки 19 поворачивается на 90° вокруг горизонтальной оси, и дроссель оказывается повернутым замками А (см. рис. 8.17) к горизонтальному столу механизма 20. После этого руки 18 и 19 транспортного робота 17 одновременно опускаются. При этом дроссель, удерживаемый захватами руки 19, по ходу движения захватывает в замки А крышку и основание и опускается с ними до крайнего нижнего положения. В нем происходит защелкивание крышки и основания в замки Б дросселя (см. рис. 8.17) и захват катушки рукой 18 в зоне механизма 14. После этого руки 18 и 19 одновременно поднимаются до крайнего верхнего положения. Рука 18 втягивает захват с катушкой, а рука 19 поворачивает захват с собранным дросселем на 90° вокруг горизонтальной оси. В результате дроссель оказывается расположенным 200 оснвванием вниз параллельно горизонтальному столу механизма 20. Этот стол имеет возможность перемещаться с помопи>ю полуосей 12 и 21, закрепленных в механизмах 13 и 22. Обе руки транспортного робота 17 поворачиваются на 90° вокруг вертикальной оси и выдвигаются вперед. В результате захват с катушкой руки 18 оказывается в зоне механизма сборки 11, т/к захват руки 19 с дросселем попадает в зону механизма 23 контроля тока дросселя, где последний и остается для контроля. Руки 18 и 19 втягиваются и поворачиваются вокруг вертикальной оси на 90°. В результате захват руки 18 оказывается напротив механизма 15, а захват руки 79-над зоной сборки механизма 20. Механизм 2i осуществляет контроль тока дросселей, бракованные изделия сталкиваются на лоток 25. В случае попадания подряд двух бракованных дросселей на лоток 25 РТК останавливается для выяснения причин брака, это же имеет место и при накоплении в лотке 12 бракованных дросселей. Годные дроссели перемещаются возвратно-поступательным движением механизма 24 вперед. При накоплении в ряду пяти годных дросселей толкатель 26 перемещает ряд на шибер 27. При заполнении шибера 27, т. е. наполнении 12 рядов, осуществляется укладка дросселей с шибера в тару 2S. Все движения на РТК синхронизированы. Микро-ЭВМ осуществляет постоянный контроль выполнения всех операций, наличия немагнитных прокладок в механизме б, катушек в накопителях 15, крышек и оснований на позиции сборки механизма 20. Разработанный РТК может явиться основой гибкого автоматизированного производства ПРА с широким применением современного программно-управляемого технологического оборудования и микропроцессорных управляющих вычислительных средств. Гибкие автоматизированные производства -это качественно более совершенный этап комплексной автоматизации. Они создают возможность комплексной автоматизации всего производства - от проектирования изделий и технологии до изготовления продукции и ее доставки потребителю. Эта тенденция ведет к созданию высокоавтоматизированных цехов и заводов-автоматов, главными особенностями которых являются широкое применение вычислительной техники практически во всех звеньях производства, высокий уровень автоматизации технологического оборудования на базе числового программного управления, устранение ручного труда за счет применения робототехники. список ЛИТЕРАТУРЫ 1.1. Справочная книга по светотехнике / Под ред. Ю. Б. Айзенберга. М.; Энергоатомиздат, 1983. 1.2. Скобелев В. М. Афанасьева Е. И. Источники света и пускорегулирую-щая аппаратура. М.: Энергоатомиздат, 1986. 1.3. Вассермаи А. Л., №сильев В. И. Электрические характеристики контура с газоразрядной лампой и емкостным балластом на переменном токе Светотехника. 1964. № 9. С. 15-19. 1.4. Караев Р. И. Методика расчетов симметричных режимов работы дуговых печей Электричество. 1952. № 10. С. 12-18. 1.5. Красяонольский А. Е. Некоторые вопросы работы газоразрядных ламп с индуктивными балластами Светотехника. 1961. № 12. С. 12-17. 1.6. Красиоиольскнй А. Е. Разработка методов расчета, оценки и выбора элементов и схем пускорегулирующих аппаратов для газоразрядных ламп: Автореф. дис. ... канд. техн. наук. М., 1963. 1.7. Бурак В. И. Исследование режимов работы люминесцентных ламп и схем их включения в установках регулирования светового потока: Автореф. дис. ... канд. техн. наук. М., 1979. 1.8. Волчанке В, А., Краснопольский А, Е. Работа линейного индуктивного балласта с люминесцентной лампой в режиме односторонней проводимости ЭПСИ. 1973. № 4. С. 14-17. 1.9. Волчеико В. А., Краснопольский А. Е. Работа индуктивно-емкостных ПРА при дезактивированном катоде люминесцентной лампы Светотехника. 1974. № 6. С. 8-11. 1.10. Троицкий А. М. Метод расчета контура газоразрядная лампа-линейный балласт Тр. МЭИ. 1971. Вып. 123. С. 152-159. 1.11. Троицкий А. М., Спирин А. А. Метод расчета контура газоразрядная лампа-линейный индуктивный балласт Тр. МЭИ. 1975. Вып. 210. С. 143- 149. 1.12. Троицкий А. М. Метод расчета контура линейный емкостно-индуктив-ный балласт-газоразрядная лампа Светотехника. 1973. Ns 9. С. 4-7. 1.13. Троицкий А. М. Методы исследования и расчета схем включения люминесцентных ламп, питаемых от полупроводниковых преобразователей частоты: Автореф. дис. ... канд. техн. наук. М., 1965. 1.14. Спирин А. А. Методы расчета и исследования контура газоразрядная, лампа - индуктивный балласт с потерями и определение оптимальных параметров дросселей: Автореф. дис. ... кацд. техн. наук. М., 1975. 1.15. Симоиян А. С, Троицкий А. М. Компенсированные трансформаторные и автотрансформаторные схемы включения газоразрядных ламп Тр. МЭИ. 1977. Вып. 327. С. 73-78. 1.16. Снмоиин А. С. Метод конструктивного расчета компенсированного ПРА, содержащего трансформатор с большим внутренним сопротивлением Тр. МЭИ. 1977. Вып. 316. С. 63-66. 1.17. Лазаревич С. Б. Методы исследования и расчета бесстартерных индуктивных схем включения люминесцентных ламп с подогревными электродами: Автореф. дис. ... канд. техн. наук. М., 1975. 1.18. Свирчук Ю. С. Теория электрической дуги переменного тока Теория электрической дуги в условиях вынужденного теплообмена. Новосибирск: Наука, 1977. С. 87-114. 1.19. Masumi К., Во И. Method of calculating of hight pressure discharge lamps circuits J. HI. Eng. Inst. Jap. 1975. Vol. 59. № 5. P. 194-209. 1.20. Штурм Г. К. Пускорегулирующая аппаратура и схемы включения люминесцентных ламп: Пер. с нем. М.: Изд-во иностр. лит., 1961. 2.1. Грановский В. л. Электрический ток в газе. М.: Гостехиздат, 1952. 2.2. Уэймаус Д. Газоразрядные лампы: Пер. с англ. / Под ред. Г. Н. Рохлина. М.: Энергия, 1977. 2.3. Литвинов В. С, Троицкий А. М., Холопов Г. К. Характеристики отечественных люминесцентных ламп при работе на повышенных частотах Светотехника. 1964. № 1. С. 6-8. 2.4. Афанасьева Е. И., Зельдов М. Ю., Краснопольский А. Е. Анализ причин выхода из строя светильников с бесстартерными пускорегулирующими аппаратами ЭПСИ. 1971. Вып. 5. С. 23-24. 2.5. Фугеифиров М. И. Электрические схемы с газоразрядными лампами. М.: Энергия, 1974. 2.6 Рохлин Г. Н. Газоразрядные источники света. М.: Энергия, 1966. 2.7. Краснопольский А. Е. О дифференциальном уравнении газоразрядной лампы Светотехника. 1977. № 12. С. 13. 2.8. Краснопольский А. Е. Дифференциальная аппроксимация динамических вольт-амперных характеристик люминесцентных ламп Светотехника. 1978. № 12. С. 10-11. 2.9. KrasHopoIskiy А. Е. Polovodieove pfedfadniky Svetelna Technika. 1981. Rocnik XIV. С. 27-32. 2.10. Тарасенко Н. Г. Разработка и использование математических моделей газоразрядных ламп для расчета электрических цепей приборов включения . Автореф. дис. ... канд. техн. наук. М., 1980. 3.1. Краснопольский А. Е. Теорема об активном нелинейном двухполюснике Тр. МЭИ. 1964. Вып. 57. С. 5-10. 3.2. Краснопольский А. Е. Преобразование характеристик нелинейных двухполюсников Тр. МЭИ. 1964. Вып. 57. С. 11-26. 3.3. Краснопольский А. Е. Некоторые вопросы работы газоразрядных ламп с индуктивными балластами Светотехника. 1961. № 12. С. 12-17. 3.4. Краснопольский А. Е. Газоразрядная лампа с нелинейным индуктивньп*! балластом Светотехника. 1963. № 3. С. 22-28. 3.5. Волчеико В. А., Краснопольский А. Е. К вопросу об аппроксимации кривых намагничивания магнитных материалов Тр. МЭИ. 1972. Вып. 152 С. 149-155. 3.6. Корнзия Й. Ю., Троицкий А. М. Метод расчета контура с люминесцент ными лампами при высокочастотном питании Светотехника. 1984. № 4 С. 11 -12. 3.7. Дьяков Е. Д. Разработка и исследование трехфазных пускорегулирующих аппаратов для включения газоразрядных ламп высокого давления: Автореф. дис. ... канд. техн. наук. М., 1983. 3.8. Торосин Г. М. Разработка методов расчета и трехфазных пускорегули рующих аппаратов для люминесцентных ламп холодного зажигания: Автореф дис. ... канд. техн. наук. М., 1984. 3.9. Троицкий А. М., Елисеев Н. П. Методы электротехнического расчета симметричных схем включения газоразрядных ламп в трехфазную сеть Тр МЭИ. 1980. Вып. 488. С. 76-79. 3.10. Краснопольский А. Е., Олейиикоа В. Н. О расчете коэффициентов нестабильности в электрических цепях с газоразрядными лампами Светотехника. 1977. № 5. С. 6-8 . 3.11. Олейников В. Н. Исследование чувствительности цепей с газоразрядными лампами: Автореф. дис. ... канд. техн. наук. М., 1977. 3.12. Краснопольский А. е., Олейников В. Н., Соколов В. Б. Применение метода диакоптики к анализу стабильности работы многоэлементных схем с газоразрядными лампами Тезисы докладов на Всесоюзн. научи, конф. по современным проблемам энергетики и электротехники. М.; МЭИ. 1977. С. 48. 3.13. Волчеико В. А. Исследование электрических режимов схем с газоразрядными лампами: Автореф. дис. ... канд. техн. наук. М., 1975. 3.14. Краснопольский А. Е., Тарасенко Н. Г., Шкуро Н. Н. Методы расчета схем ПРА для газоразрядных ланп ЭСИ. 1980. № 2. С. 7-8. 3.15. Краснопольский А. е., Соколов В. Б., Шкуро Н. Н. Полупроводнико-
|