
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Стабильность работы ламп
Рис. 8.5. Вариант раскроя стали: / - отход; 2-П-образные пластины; 3-Т-образные пластины металла. В процессе работы следует проводить переточку штампа с помощью алмазного круга. Для компенсации износа направляющих в конструкции разрезных втулок штампа типа ТШ-336 предусмотрена возможность регулирования зазора между колонкой и втулкой за счет обжатия втулки в коническом отверстии плиты. В процессе вырубки пластин методом штамповки из-за затупления режущих кромок штампа образуются заусенцы по вырубаемому контуру пластин, которые замыкают пластины между собой, увеличивая тем самым потери на вихревые токи. Чем меньше размер заусенцев на пластине, тем меньше наклеп и, следовательно, выше магнитные свойства стали и меньше акустический шум ПРА. Рассмотрим некоторые виды штамповочного оборудования, используемого в производстве пластинчатых магнитопроводов. Автоматический эксцентриковый пресс типа АШ-12. Технические данные пресеа типа АШ-12: Максимальное усилие, кН.............................125 Мощность двигателя, кВт.............................0,75 Габаритные размеры стола, мм....................... 280x250 Длина хода ползуна, мм..............................12 Шаг подачи ленты, мм.............................О-60 Максимальная ширина ленты, мм........................45 Максимальная толщина ленты, мм.......................0,5 Максимальная высота штампа, мм.......................161 Габаритные размеры пресса (высота х длина х X ширина), мм........................... 1950x 1100x500 Масса, кг....................................... 800 Станина пресса сварная, полностью закрыта, изготовлена из листовой стали и имеет повышенную жесткость, что гарантирует длительную работу пресса в условиях массового производства. Направление верхнего ползуна обеспечивается с помощью 16 регулируемых держателей на игольчатых роликах в отличие от традиционного поводка со скользящими рельсами, что исключает возможность поперечных люфтов ползуна. С помощью винтового кривошипа можно регулировать положение ползуна по высоте. Предусмотрена возмож-180 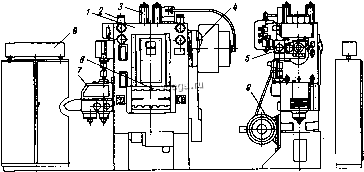 Рис. 8.6. Пресс-автомат типа ИМ-98 ность регулирования как бокового люфта, так и люфта по высоте ползуна, чем обеспечивается точность хода ползуна в процессе длительной эксплуатации. Рычаги подающего устройства расположены вне кожуха пресса, что позволяет достаточно просто регулировать механизм подачи ленты в штамп. Привод осуществляется с помощью динамического балансированного маховика и клиноременной передачи, которая дает возможность изменять число ходов ползуна так, чтобы не нарушалась синхронность работы пресса и сборочных приспособлений. Подача регулируется настройкой ползушки, находящейся в диске и закрепленной на главном валу. Этот механизм устанавливает требуемый шаг подачи. Направление ленты к штампу обеспечивается коническими роликами, которые регулируются в зависимости от ширины ленты. Быстроходный вырубной пресс-автомат типа ИМ-98 предназначен для вырубки деталей из рулонного материала штампами, в том числе и твердосплавными. Он применяется в массовом и крупносерийном производстве. Общий вид пресса показана на рис. 8.6. Технические данные пресс-автомата: Мощность двигателя, кВт..............................22 Номинальное усилие, кН.............................250 Ход ползуна, мм...................................16 Число ходов ползуна в мин....................... 160-1600 Наибольшее расстояние между столом и ползуном в его нижнем положении при верхнем положении регулировки, мм...........200 Регулировка расстояния между столом и ползуном, мм..........16 Размеры стола (ширина х длина), мм................... 570 х 520 Размеры отверстия в столе (ширина х длина), мм.......... 400x160 Толщина подштамповой плиты, мм.......................10 Расстояние между стойками (в свету), мм..................600 Размеры ленты (ширина х толщина), мм.........(20-160) х (0,35--1,8) Шаг подачи, мм.................................О-110 Высота подачи ленты над уровнем пола, мм............. 935-970 Габаритные размеры пресса (длина х ширина х высота), мм . ........ ....................... 2355x 1122x2223 Масса пресса, кг.................................. 3925 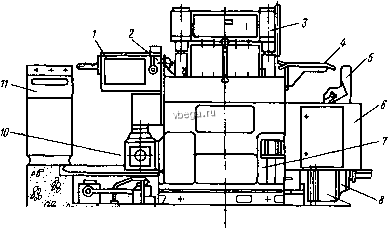 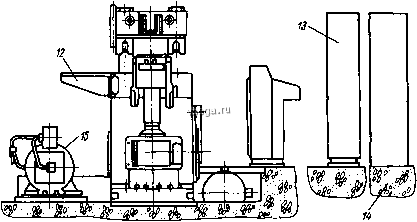 Рис. 8.7. Листоштамповочный автомат типа АВ-6232 Несущим элементом пресса-автомата является станина 1, на которой смонтированы основные узлы: электропривод 6, муфта-тормоз 4, ползун 8, уравновешивающий механизм 2, пневматический уравновешиватель 3, цилиндрический редуктор 5, валково-секторная подача 7 с механизмом грубой и точной настройки шага подачи. Электрооборудование и органы управления смонтированы в электрошкафе 9. Пресс-автомат может работать в двух режимах-наладочном и автоматическом. В наладочном режиме при малом числе ходов ползуна регулируется требуемый шаг подачи: вначале грубо-изменением радиуса кривошипа на валу подачи, затем тонко-в диапазоне +0,8 мм поворотом эксцентриковой оси. После этого к столу и ползуну пресса закрепляется штамп! 182   Рис. 8.8. Установка термического обезжиривания и покрытия типа УТОП-2 Переключение пресса в автоматический режим и переключение муфты пресса допускаются при частоте вращения маховика не более 200 об/мин с последующим плавным выходом на требуемую производительность. Стальная лента, подаваемая в штамп с помощью валково-секторной подачи, при каждом ходе пресса продвигается по матрице штампа в зону вырубки. Вырубленные детали отводятся по лоткам непрерывным потоком. На выходе из лотков от непрерывного потока деталей отсекается вручную или автоматически пакет заданной длины и скрепляется либо с помощью липкой ленты, либо механически на основании корпуса дросселя с помощью отгибающихся усиков. Такие пакеты пластин поступают на линию первой сборки балластных дросселей. Если магнитопровод пластинчатый, то из пакетов отсекаемых деталей сразу формируется магнитопровод и на выходе лотков осуществляется первая сборка дросселей. Листоштамповочный автомат с нижним приводом типа АВ-6232 предназначен для изготовления деталей из металлической ленты методом холодной штамповки в массовом и крупносерийном производстве. Общий вид пресса показан на рис. 8.7. Технические даииые пресса: Номинальное усилие, кН.............................600 Ход ползуна, мм ...................................W Частота ходов, с .............................. 50-250 Путь ползуна до крайнего нижнего положения, мм.............,6 Расстояние между столом и ползуном, мм..................250 Регулировка расстояния между столом и ползуном, мм..........80 Расстояние между направляющими втулками колонн (в свету), мм................................. 1120 x 560 Размеры отверстия в столе (длина х ширина), мм.......... 900 x 360 Размеры ленты (ширина х толщина), мм..............ЗбОх (1-3,6) Скорость подачи ленты клещевой подачей, м/мин..............50 Наибольший шаг подачи, мм..........................280 Высота стола над уровнем пола, мм.....................1150 Толщина надштамповой плиты, мм...................... 120 Габаритные размеры пресса автомата (длина х ширина х х высота), мм........................... 4140x2640x2670 Масса пресса (без электрооборудования), кг................ 22400 Несущим элементом пресса-автомата является станина 6, на которой смонтированы основные узлы: клещевая подача 1, устройство смазки ленты 2. ползун 3, проводка для ажурной ленты 4, ножницы 5 для резки ажурной ленты на куски, уравновешиватель 7, муфта-тормоз 8, эксцентриковый вал 9, привод подачи 10, устройство для установки штампа 12. Пульт управления И, шкаф с электрооборудованием 13 и электродвигатель 15, приводящий в движение пресс, установлены так же, как и собственно пресс на бетонном фундаменте 14. Принцип работы пресса такой же, как и принцип работы пресса-автомата типа ИМ-98. Технологический процесс и оборудование для изготовления балластных дросселей на ленточном магнитопроводе. Технологический процесс,изготовления ленточных магнитопроводов включает следующие операции: 1) обезжиривание и нанесение электроизоляционного покрытия на одну из поверхностей стали; 2) навивка магнитопровода; 3) отжиг, спекание и калибровка; 4) резка магнитопровода; 5) снятие заусенцев и выходной контроль. Как правило, для изготовления ленточных магнитопроводов применяется электрбтехническая сталь марок 3413 и 3414 по ГОСТ 21427.1-75. Установка термического обезжиривания и покрытия типа УТОП-2 предназначена для термического обезжиривания и нанесения электроизоляционного покрытия на ленту из электротехнической стали. Общий вид установки показан на рис. 8.8. Технические данные установки: Напряжение питания, В.............................. 380 Число ручьев одновременно обрабатываемой ленты...........3-5 Диапазон регулирования скорости движения ленты, м/мин...........................4, 6, 8, 10 и 12 Производительность установки в зависимости от количества ручьев при скорости 12 м/мин, м/ч................. 1710, 2280 и 2850 Максимальная температура в верхнем и нижнем ярусах печи, ° С . . . 900 Габаритные размеры установки (длина х ширина х х высота), мм............................ 5787x1850x2130 Масса установки, кг................................ 3800 Несущим элементом установки является сварная станина 1, на которой монтируются основные узлы: ванна для суспензии 2, система роликов 3 с механизмом подъема и опускания, проходная электрическая печь 4, смоточная ось 5, намоточный механизм 6. 184 3 i 5 6 7 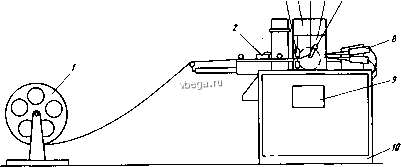 Рис. 8.9. Автомат типа Ю-936-31 для навивки магнитопроводов Ванна для суспензии представляет собой сваренный из стальных листов резервуар с расположенными на нем направляющими (откидными) роликами и перемешивающими механизмами. Проходная электрическая печь служит для термического обезжиривания и сушки ленты, а также оплавления покрытия на ней. Печь имеет два яруса, разделенных перегородкой из огнеупорного кирпича. Верхний ярус предназначен для термического обезжиривания ленты, нижний - для сушки и оплавления покрытия. Для измерения температуры в каждом ярусе установлены термопары. Намоточный механизм служит для протягивания ленты через верхний ярус печи, ванну, нижний ярус печи и наматывания ленты на кассеты после покрытия. Бобины с лентой устанавливаются на смоточную ось. Затем лента проходит по направляющим роликам через верхний ярус печи и после выхода из нее охлаждается сжатым воздухом. Далее лента попадает в ванну с суспензией, которая постоянно перемешивается. При выходе ленты из ванны одна ее сторона очищается от покрытия с помощью специального очистителя и поступает в нижний ярус печи, где происходит оплавление покрытия. После нанесения электроизоляционного покрытия лента поступает на автомат типа Ю-936-31 для навивки магнитопроводов. Автомат навивки магнитопроводов типа Ю-936-31 предназначен для навивки магнитопроводов из ленты электротехнической стали. Общий вид автомата показан на рис. 8.9. Технические данные автомата: Напряжение питания, В............................ 380 Рабочее давление сжатого воздуха, МПа................0,4-0,6 Производительность автомата, шт./ч......................220 Внутренние размеры магнитопровода, мм...............42,5x6,6 Толщина навивки, мм................................6,5 Габаритные размеры (длина х ширина х высота)....... 1985x 1830x 1550 Масса автомата, кг................................ 2000 В состав автомата входят размоточная стойка / и собственно автомат. Несущим элементом автомата является станина 10 сварной конструкции, на которой монтируются все основные узлы: механизм заправки ленты 2 с ножницами
|
||||||||||||||||||||||||||||||||||||||