
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Стабильность работы ламп 9 10 11 12 13 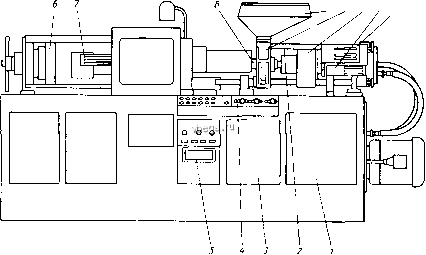 Рис. 8.1. Термопластоавтомат типа ДБ-3328 Сборка ПРА существенно различается для конструкций с пластинчатым или ленточным магнитопроводом. Сборка является достаточно трудоемким процессом, поэтому внедрение автоматизации в этот процесс представляется наиболее эффективным фактором снижения трудоемкости изготовления ПРА. Отдельными операциями после сборки, как правило, бывают их вакуумная пропитка и окраска. Аппараты независимого исполнения необходимо помещать в специальный корпус и заливать электроизоляционным компаундом. Последняя группа технологических операций -испытание и упаковка готового ПРА. 8.2. ИЗГОТОВЛЕНИЕ ОБМОТКИ Первая группа операций при изготовлении обмотки ПРА - изготовление изолирующих катушку дetaлeй из электроизоляционных материалов. Пластмассовые детали обмотки (передняя и задняя щеки, литой каркас, крышки и т. д.) производятся на литьевых машинах, например, типа ДБ-3328. Однопозиционвая машина типа ДБ-3328 для литья под давлением термопластичных материалов (термопластоавтомат) используется для изготовления одной .или одновременно нескольких деталей в зависимости от их конфигурации, массы и площади. Общий вид машины показан на рис. 8.1. 174 Технические данные термопластоавтомата: Напряжение питания, В..............................380 Время впрыскивания номинальной дозы материала в форму, с.....1,2 Емкость бункера, дм............ -..................... 30 Габаритные размеры (ширина х длина х вьюота), мм...... 3380iX 900 х 1720 Масса, кг . ....................................... 2695 Несущим звеном машины является станина /, на которой закреплены основные узлы: механизм впрыска 2, гидропривод 3, панель манометров 4, узел охлаждения 5, механизм запирания б, командоаппарат запирания 7, материальный цилиндр S, бункер 9, передняя плита 10, редуктор , командоаппараты перемещения 12 и дозировки 13. Гидропривод состоит из гидроагрегата, гидромотора и золотника, блокировки охлаждения, соединенных между собой трубопроводами. Гранулированный материал из бункера попадает в загрузочную воронку передней плиты на вращающийся шнек и продвигается вдоль материального цилиндра. Движение материала происходит за счет разницы между коэффициентом трения материал? о пщек и стенки цилиндра. Коэффициент трения о стенки цилиндра должен быть больше, чем коэффициент трения материала о шнек. Продвигаясь вперед, материал разогревается, перемешивается и в расплавленном состоянии скапливается в камере перед шнеком. Расплавленный материал с 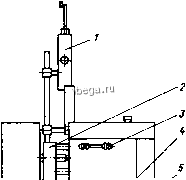
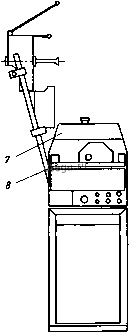 Рис. 8.2. Намоточный полуавтомат типа ТА-Т помощью механизма впрыска подается в закрытую литьевую форму. После некоторой выдержки форма раскрывается, и готовые детали с литником выпадают в специальную тару. Намотка катушек производится на намоточных станках, например полуавтоматах типа ТА-1 или типа ПР-159М, модернизированных для одновременной намотки трех катушек. Производительность полуавтомата типа ПР-159М около 300 катушек в смену при скорости намотки 1700 об/мин. При намотке катушек следует учитывать важный технологический фактор - натяжение провода. При максимальном натяжении в эмалевой изоляции возможно появление трещин и разрывов вследствие растяжения волокон при изгибе, возможен обрыв провода или уменьшение его сечения в местах изгиба. При минимальном натяжении катушка получается бочкообразной, больших размеров, поэтому для каждой партии обмоточного провода рекомендуется экспериментально устанавливать усилие натяжения. Намоточный полуавтомат типа ТА-1 предназначен для изготовления в массовом производстве катушек, применяемых в технике связи и электротехнической промышленности. Общий вид полуавтомата показан на рис. 8.2. Технические данные полуавтомата: Напряжение питания, В..............................380 Диаметр наматываемой проволоки, мм.................0,12-0,5 Пределы подачи, мм............................0,12-1,08 Настраиваемая длина хода, мм........................5-60 Габаритные размеры (длина х ширина х высота), мм..... 1225x400x 1140 Несущим элементом полуавтомата является станина 5 сварной конструкции, на которой смонтированы основные узлы: шпиндельная коробка 7, суппорт 2, стол 4, электронный счетчик оборотов б, натяжное устройство 1. Шпиндельная коробка предназначена для создания главного движения - вращения и движения подачи, необходимых для намотки. Суппорт придает проволоке необходимое для намотки вращательное движение валу, на котором монтируется намоточная головка, укладывающая проволоку. Закрепленная на листовом каркасе отливка стола соединяет в одно целое шпиндельную коробку и поворотный стол 8, на который закрепляются намоточные оправки. Стол за один полный оборот вокруг своей оси останавливается в четырех положениях. Во время остановки на оправку, попадающую в зону намотки, наматывается проволока, а с оправки, расположенной с противоположной стороны поворотного стола, снимается готовая катушка и оправка готовится для намотки следующей катушки. Перед намоткой на поворотном столе закрепляются намоточные оправки и подбирается экспериментально при помощи упоров 3 длина хода, соответствующая ширине намотки. На электронном счетчике фиксируется общее число витков, наматываемых при замедленных оборотах. Затем на натяжном узле размещается шпуля с проволокой. Проволока пропускается через натяжное устройство в намоточную головку. После проведения пробной намотки и коррекции подачи, хода и числа оборотов станок включается в 176 г J IB 11 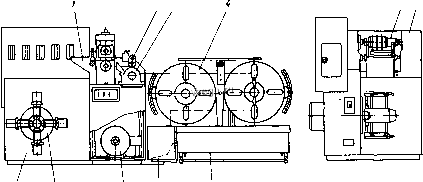 3 0 7 6 5 Рис. 8.3. Установка роспуска стали типа УРС-2 работу. Намоточная головка, вращаясь вокруг намоточной оправки, осуществляет намотку катушки, автоматически раскладывая провод. После окончания намотки катушки поворотный стол поворачивается на одну позицию и т. д. 8.3. ИЗГОТОВЛЕНИЕ МАГНИТОПРОВОДА При изготовлении магнитопровода ПРА рулонная электротехническая сталь распускается на ленты заданной ширины с помощью дисковых ножей на установках роспуска стали типов УРС-2, УРС-3 или на линии типа Л-235. Принцип роспуска на всех установках одинаков, поэтому рассмотрим этот процесс на установке роспуска стали типа УРС-2, общий вид которой представлен на рис. 8.3. Технические данные установки: Напряжение питания, В..............................380 Рабочее давление сжатого воздуха, МПа................0,4-0,6 Максимальная ширина рулона распускаемой стали, мм..........250 Диапазон регулирования скорости резания (при диаметре ножей 200 мм), м/мин.................12-120 Габаритные размеры установки (длина х ширина х X высота), мм . . :....................... 3300x 1265x1675 Несущим элементом установки является станина 9 сварной конструкции из листовой стали, на которой монтируются все основные узлы установки: рулонодержатель 8, питатель режущий блок 11, кромкокрошитель 3, наматыватель 4, устройство для снятия заусенцев 2, привод 7. Рулонодержатель состоит из четырех сегментов, которые могут сжиматься и разжиматься, что позволяет надежно закреплять рулон стали. Питатель предназначен для направления полосы рулона в ножи. Режущий блок является основным рабочим органом- установ1{и, с помощью которого рулон режется на полосы в продольном направлении. Наборы ножей 10 устанавливаются в центрах валов, которые имеют возможность осевого смещения, что обеспечивает регулировку бокового зазора между ножами. Наматыватели служат для наматывания с помощью маховика нарезанных лент на катушки, закрепленные на наружном конце вала. Катушки имеют прорези для заправки в них начальных концов лент. Наборы ножей 10. получая вращение от привода, протягивают полосу рулона, разматыйая его, и разрезают ее на ленты. Ленты, проходя через устройство для снятия заусенцев 2, наматываются на катушки наматывателей 4. Боковые отходы полосы направляются улавливателями в кромкокрошитель 3, где разрубаются на куски длиной не более 135 мм, и по лотку попадают в ящик б. Рулон устанавливают и закрепляют на рулонодержателе 8 с помощью тельфера или тали и пневмопривода, а полосы рулона подают в ножи и заправляют ленты в катушки вручную. Съем катушек с валов на тележку 5 осуществляется с помощью пневмопривода. Технологический процесс и оборудование для изготовления балластных дросселей на пластинчатом магнитопроводе. В настоящее рремя этот тип магнитопровода широко применяется в ПРА, выпускаемых как в нашей стране, так и за рубежом. Основной .частью таких ПРА является пластинчатый броневой магнитопровод, набранный из пластин в форме П - Т и М - Т, которые изготовляются из электротехнической изотропной холоднокатаной стали в основном марки 2212 по ГОСТ 214272-83. В основу технологического процесса изготовления магнитопроводов положен процесс штамповки пластин из рулонной стали на листоштамповочных пресс-автоматах типа А-6224 с применением твердосплавных штампов, например, типа ТШ-336 (рис. 8.4) [8.1]. Производство пластин магнитопроводов ПРА требует высокой точности подачи материала. Пресс-автоматы современных конструкций отличаются малошумностью, возможностью эксплуатации твердосплавных штампов, надежной системой смазки и т. п. Рулонная электротехническая сталь шириной 240-250 мм разрезается на ленты, которые заправляются в разматывающее устройство листоштамповочного автомата. Вырубка, например, П-Т-образных пластин, производится на однорядном штампе последовательного действия, работающем в автоматическом режиме. Один из вариантов раскроя стали при штамповке П - Т-образных пластин приведен на рис. 8.5. Листоштампо-вочный пресс-автомат типа А-6224 относится к типовому оборудованию отечествейного производства и имеется на всех предприятиях, занятых производством ПРА, поэтому его технические данные не приводятся. Штамп типа ТШ-336 (рис. 8.4) имеет пуансоны и матрицы, армированные твердым сплавим марки ВК-20 по ГОСТ 3882-74. Пуансон для вырубки Т-образных пластин (рис. 8.4,6) собирается из двух прямоугольных твердо-178 ]фф1фф[1ФсГ Ф 0 11---ф ф1 ф Ф-Х Рис. 8.4. Твердосплавный штамп типа ТШ-336 сплавных пластин, а для вырубки П-образных пластин (рис. 8.4,в)-из трех фигурных твердосплавных пластин. Боковой нож состоит из одной твердосплавной пластины (рис. 8.4,г), имеющей прямоугольную форму с выступом. Для изготовления матрицы штампа твердосплавные вставки и закрепляются в обоймах с помощью зажимных плано)с, образуя окна для прохода пуансонов и бокового ножа (рис. 8.4,а). Твердосплавные штампы и высокостойкая оснастка, предназначенные для длительной эксплуатации в производстве, больше зависят от состояния оборудования и качества штампуемого материала, чем стальные штампы. Для повышения стойкости штампа подающее устройство пресса типа А-6224 снабжено приспособлением для двухсторонней смазки полосы электротехнической стали тонким слоем состава, состоящего из смеси толуола с керосином. При использовании твердосплавных штампов следует применять двухстоечные прессы, а для повышения жесткости штампов рекомендуется крепить их непосредственно возле колонок. При эксплуатации твердосплавных штампов в целях предотвращения абразивного износа режущих элементов штампа нужно следить за отсутствием окалины и наличием смазки электротехнической стали. Во время штамповки необходимо наблюдать за удалением отходов, которые не должны попадать в рабочую зону штампа или на ленту
|
|||||||||