
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Стабильность работы ламп Таблица 7.2. Напряжение шумоного енгнала U, обеспечивающего уровень шума аппарата, экннвалентнын ереднен лампе Мощность лампы, Вт 20, 40, 65 .и 80 8, 13, 15 и 30 Напряжение (/ , В, при средней октавной частоте, Гц 10 10
Таблица 7.3. Поправка А на уровень звуковой мощности прн напряжении
требования к фоновому шуму в помещении, упростить измерительную камеру и проводить измерения шума ПРА с особо низким уровнем шума и специального применения. 7.4. ЭКСПЕРИМЕНТАЛЬНОЕ ОПРЕДЕЛЕНИЕ ОСНОВНЫХ КОНСТРУКТИВНЫХ И ТЕХНОЛОГИЧЕСКИХ КОЭФФИЦИЕНТОВ ПРА Ранее было отмечено, что определение конструктивных параметров основного элемента электромагнитных ПРА -дросселя связано с точностью нахождения максимальной магнитной индукции в магнитопроводе и плотностью тока J в обмотке. 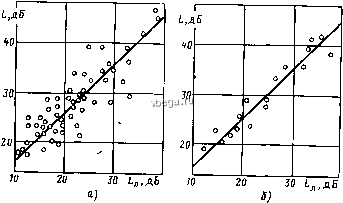 Рис. 7.18. Поле регрессий шума ПРА в октавной полосе частот 8 кГц-а-между уровнями шума с лампой и с генератором шума; б-средние уровни шума с 10 лампами и генератором шума Погрешность определения В и J связана с точностью задания ряда технологических коэффициентов (факторов), которые имеют существенное значение: это р-удельные потери в обмотке; Pi,o - удельные потери в стали магнитопровода; - коэффициент заполнения магнитопровода сталью; Kj - коэффициент перепада температуры внутри катушки и на ее поверхности; - технологический зазор между катушкой и магнитопроводом; араб и а-соответственно коэффициенты теплоотдачи в рабочем и аварийном режимах и др. Некоторые коэффициенты могут быть легко рассчитаны или определены опытным путем. Например, значение Ро5, Вт/кг, с удовлетворительной точностью может быть получено по формуле Лб=10-Роб/Уоб, (7.12) где Роб - удельное сопротивление провода обмотки при рабочей температуре обмотки, Ом-мм/м; Уоб - плотность обмоткгт, г/см. Однако определение и контроль коэффициентов арб, в, Kj, А затруднены, так как на них оказывает существенное влияние большое число технологических факторов, таких, как плотность намотки катушки, качество штамповки пластин магнитопровода, шероховатость поверхности корпуса ПРА и т. п. В связи с этим определить указанные коэффициенты можно только экспериментальным путем, т. е. их целесообразно определять на готовом макете ПРА или его прототипе, обладающем близкими параметрами. Такой способ сопряжен с большими сложностями, связанными с необходимостью получения добавочной информации. Например, для расчета арб и по опытным данным следует иметь распределение температуры по толщине катушки, на корпусе дросселя и т. д. Для определения удельных потерь в стали Pi,o необходимо разделить потери в обмотке и магнитопроводе и т. д. Определение конструктивных и технологических коэффициентов, основанное на методе планирования активного эксперимента, заключается в том, что подбираются такие значения коэффициентов, при которых расчетные значения В и J ъ максимальной степени приближаются к экспериментальным. Для большинства дросселей оптимальные значения В и J выбираются по четырем ограничениям (см. рис. 6.6): допустимым потерям, допустимым превышениям температуры в рабочем и аварийном режимах и нелинейности характеристики. Область ограничений определяется коэффициентами араб, ав, Pi,о , К.т- Роб, К, К, N(B ) при определенных значениях исходных данных и ограничивающих параметрах [/др, /, А Граб, АГав, 7*др,/, Аф, Kj , Ку. Из четырех ограничений определяются три пары значении В й J. Приравнивая их к экспериментально определенным значениям, можно найти значения шести коэф- фициентов. Однако ограничение по нелинейности характеристики является очень жестким и поэтому вместо трех значений В практически имеется только одно, что снижает число определяемых параметров до четырех. Для сокращения числа определяемых коэффициентов можно определить по (10.1), а Kj положить постоянным, например Кт = 0,2. Это не внесет большой погрешности, так как Ро5 определяется с удовлетворительной точностью, а во все формулы для расчета превышения температуры обмотки входит величина а(1-Ат-). Поэтому непостоянство Kj- будет учтено соответствующим изменением а. Для определения точных Значений технологических коэффициентов араб, ав, Pi,01/, N(BJ варьируем их до совпадения расчетных значений В , и J (по всем ограничениям) с экспериментальными. Аналогично по совпадению расчетных и экспериментальных значений G05, Gcr можно подобрать значения коэффициентов заполнения А К. Вместо может быть определен зазор между магнитопроводом и катушкой А. Формулировка задачи экспериментального определения технологических коэффициентов может быть следующей: подобрать значения параметров Н так, чтобы расчетные параметры Е (Н) - совпадали с экспериментальными S (Н), т. е. S(H) = S(H), (7.13) где S - матрица-столбец расчетных параметров размером 1; S - матрица-столбец экспериментальных значений тех же параметров размером х1; Н-матрица-столбец определяемых коэффициентов размером / х 1. Если q = l, то (7.13) выполняется точно. Если l>q, то некоторые коэффициенты можно задавать произвольно, а при l<q можно лишь определять значения коэффициентов Н, обеспечивающих наилучшее приближение матрицы S к матрице S. В качестве расчетных параметров (целевых функций) удобно выбирать максимальные значения магнитной индукции при ограничениях по потерям Др и температуре в рабочем 5 раб и аварийном Дав режимах, расчетные значения плотности тока при ограничениях по потерям /р и температуре в рабочем /раб и аварийном f режимах, а также массы обмотки и стали магнитопровода Gc. Перечисленные расчетные параметры зависят от коэффициентов р ; Pi,oif; араб; ав; Kj.; К поэтому условие (7.13) может быть записано: ВтР=В , fp = J; Втраб ~ В , /,яб - J т раб Bmab = B, Go6 = Go6; Gcr = Gcr, (7.14) где В , J, G06 и G получены опытным путем. Зависимости S(H) удобно представить в виде уравнений регрессии, коэффициенты которых могут быть определены методом планирования эксперимента. При этом факторы, подлежащие изучению, являются управляемыми, линейно и функционально независимыми, а также непротиворечивыми. Метод был применен для получения уравнений регрессии в целях поиска уточненных значений конструктивных и технологических коэффициентов балластных дросселей для люминесцентных ламп мощностью 40 Вт. При анализе поставленной задачи были приняты следующие управляющие факторы (с их номинальными значениями): 1) напряжение на дросселе 11д,р = = 167 В; 2) ток дросселя /=0,43 А; 3) мощность допустимых потерь Рдр = 9,6 Вт; 4) допустимое превышение температуры обмотки в рабочем режиме АГраб = 55° с; 5) допустимое превышение температуры обмотки в аварийном режиме АГав = = 160° с; 6) допустимая кратность пускового тока К,=1,7; 1) допустимая кратность напряжения на дросселе в аварийном режиме а(/зв= 1,45, а также следующие технологические и конструктивные коэффициенты, являющиеся факторами, подлежащими уточнению: 1) ;?i,o = 2,25 Вт/кг; 2) ;?об = 2,4 Вт/кг; 3) а:, = 0,9; 4) Кт = 0,2; 5) А, = 0,05 см; 6) араб = 0,0017 ВтДсм ° с); 7) аав = 0,0022 Вт/(см2-°с); 8) A(j5J = 0,3. Таким образом, восьми подлежащим уточнению факторам соответствуют восемь целевых функций (функций отклика), которые отражают свойства и качество процесса в целом. При организации планирования активного эксперимента необходимо составить матрицу планирования, в которой нужно предусмотреть диапазоны варьирования управляемых технологических коэффициентов. Базовая точка (центр экспериментирования) Н,о обычно выбирается в точке номинального режима рассматриваемого процесса, если нет информации о некоторой точке с лучшими целевыми функциями. Интервал варьирования 8Hf не должен быть большим, так как это не даст возможности определить ряд характерных особенностей поверхности отклика, или слишком малым, что вызовет рост погрешностей при определений составляющих градиента и замедлит движение к экстремуму. Контроль и определение искомых технологических факторов проводились при значениях параметро1в, представленных в табл. 7.4. Поскольку количество факторов в рассматриваемом случае равно 15, то соответственно велико количество строк полной матрицы планирования, т. е. количество точек факторного пространства, в которых нужло проводить опыты. В связи с тем что в задаче оптимального экспериментирования, как показали Таблица 7.4. Уровни и шаги варьирования управляющих факторов
Примечание. БУ - базовый уровень управляющего фактора: ШВ - шаг варьирования; НУ и ВУ-нижний и верхний уровни управляющего фактора соответственно. расчеты, при вариации параметров на 10-15% значимыми являются коэффициенты только при первых степенях параметров, то можно уменьшить количество строк матрицы планирования. Это достигается с помощью использования дробного факторного эксперимента [7.6, 7.7]. В нашем случае количество строк дробной матрицы планирования Лцм п = = 2 = 2 = 16, где и - число линейных факторов; -показатель дробности дробного факторного эксперимента. Для подобных матриц должны соблюдаться, как и для полной матрицы планирования, условия ортогональности, нормирования и симметричности, что позволяет для вычисления коэффициентов регрессии применять те же расчетные соотношения, что и при полном факторном эксперименте. Предложенным методом были определень! восемь технологических факторов для ПРА мощностью 40 Вт. Значения ;?i,o для всех серий ПРА в 1,5-2,5 раза превышали значения удельных потерь по стандартам, что свидетельствует о появлении добавочных потерь при изготовлении магнитопровода. Значение коэффициента N{B ) на 2-4% превышало значение, рассчитанное по (6.28). Это является следствием того, что характеристики реальных сталей всегда несколько превышают предельные значения, нормируемые стандартами. Таким образом, определение конструктивных и технологических факторов планирования эксперимента обеспечивает удовлетворительное совпадение с результатами, полученными на макетных образцах ПРА. Глава восьмая ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА НЕКОТОРЫХ ТИПОВ ЭЛЕКТРОМАГНИТНЫХ ПРА 8.1. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ Изготовление электромагнитных ПРА в основном ведется по технологии, принятой в производстве маломощных трансформаторов. Некоторые отличия являются характерными лишь для массового производства. Как правило, ПРА выпускаются большими сериями и номенклатура их существенно меньше номенклатуры маломощных трансформаторов. В настоящее время подавляющее большинство ПРА (около 90%) встраиваются в светильник. Такие ПРА, как правило, не нуждаются в специальном корпусе (бескорпусной вариант). Ниже рассматривается технология изготовления этих ПРА. Весь технологический процесс изготовления ПРА можно разделить на пять этапов: 1) изготовление обмотки; 2) изготовление магнитопровода; 3) сборка; 4) пропитка; 5) испытание и упаковка. Каждый из этих этапов состоит из отдельных операций или групп операций, которые либо характеризуют изготовление отдельных элементов ПРА, либо состоят из ряда идентичных операций. Такое деление этапов удобно, так как позволяет подробно описать технологию изготовления ПРА. Изготовление обмотки ПРА осуществляется в следующей последовательности: изготовление каркаса, намотка катушки, контроль готовой обмотки ПРА. Изготовление магнитопровода ПРА всегда начинается с изготовления калибровочной ленты электротехнической стали. Производство пластинчатого и ленточного магнитопроводов существенно различается. Пластинчатый магнитопровод формируется из большого числа однотипных пластин, полученных в процессе их штамповки из электротехнической стали. При изготовлении ленточного магнитопровода необходима его навивка, спекание, резка. Применяется также ленточно-пластин-чатая конструкция, при которой магнитопровод представляет собой сочетание витых и штампованных частей. Для улучшения магнитных характеристик в любом случае целесообразен отжиг готового магнитопровода. Особенно он необходим при изготовлении ленточных магнитопроводов. Операции контроля готового магнитопровода и катушки ПРА обычно не применяются.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||