
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Инверторы индукционного нагрева til - длительность открытого состояния сит. Практически емкость конденсатора Cs= (0.2 - 20) нФ, сопротивление резистора Rj (5-100) Ом; для Cs обычно используются конденсаторы двух типов, включенные параллельно (для передачи вершины и фронта); резисторы также необходимы безиндуктивные (ТВО, например), диод \/да - с хорошим быстродействием (прежде BCviro с малым временем выключения). Типичные значения RC-цепи при испытаниях 4=Z>t-C=Zb- t31ф tp t(p tp t<p Рис. 1.37. Схема управления а) и диаграммы б) тока затвора и тока стока Лри переключении СИТ КП926 в биполярно-полевом режиме. СИТ. Icsj- - Cs Puc. 1.39. Схема включения RCD-цепи ( cnubber ) a) и диаграммы токов и напряжений на ее элементах б)., ;П926: Cs - 1 нФ, Rs - 20 Ом. Возможна предварительная оценка значений Одм и Up с помощью выражении. идм-Ес1с[(1/С!)-соЬ!] иДР.91с[2Ш~ф/(1~ф ЗС5)] где Ее - напряжение питания; tJT - длительность полевого этапа запирания. Мощность, рассеиваемая в резисторе снаббера Р0,5С,иа./раб
П.2 0.4 0.6 0.0 [не] при ЯП Пси=100А 1Г [А] 1.2 1.4 Рис.38. Зависимости времени рассасывания tp, длительности переднего гф и заднего t<p- от амплитуды тока стока а) положительного тока затвора и б) отрицательного токаэатвора. нагр. 2.0С0БЕНН0СТИ ПРИМЕНЕНИЯ МОЩНЫХ ПОЛЕВЫХ ТРАНЗИСТОРОВ 2.1. Техника монтажа мощных полевых транзисторов Ток и мощность полупроводниковых приборов непосредственно связаны с температурой окружающей среды. История полупроводникового производства показывает, что интенсивность отказов кремниевых приборов снижается приблизительно в 2 раза при уменьшении температуры рп-перехода со 160С до 135С. Множество повреждений полупроводниковых структур можно связать с ошибками в технике монтажа. При креплении металлического корпуса большинство отказов связано с повышенной температурой рп-перехода. При использовании различных пластических корпусов становятся значительными механические повреждения. 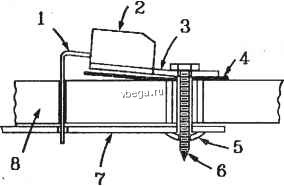 Рис. 2.1 Неверное крепление транзистора-1-выводы, 2-пла-стмассовый корпус, 3-теплоотвод, 4-слюдяная прокладка, 5-гайка, 6-винт, 7-панель для ТО-66, 8-тело радиатора Рис. 2.1 показывает пример сказанного. В данном случае прибор оказался жертвой корпуса ТО-220. Выводы прибора наклонно вставлены в гнезда панели, при этом может треснуть корпус или отверстие для винта. Корпус скреплен с плоским основанием винтом через отверстие, содержащие изолирующую муфту. Усилие, прилагаемое для подтягивания корпуса к отверстию может оказаться достаточным, чтобы треснуло отверстие для винта. Даже если этого не произойдет, то малая поверхность вызовет в итоге увеличение температуры перехода большее, чем ожидалось. Во многих ситуациях поверхность полупроводников должна быть электрически изолирована от монтажных частей. Изолирующий материал в некоторой степени является также тепловым изолятором, который способствует увеличению температуры перехода. К тому же проблемы возрастают при высоких напряжениях. Правильная техника монтажа должна включать следующие моменты: 1. Техническая подготовка поверхности. 2. Применение термических компаундов. 3. Установка изолятора. А. Закрепление сборок. 5. Изгиб выводов и пайка. Особые детали для каждого класса корпусов даны на рисунках и в табл.2.1. Особые данные для каждого корпуса следует искать в справочных данных на корпус. Техническая подготовка поверхности В общем случае поверхность теплового радиатора должна быть ровной и подобрана под корпус прибора. В устройствах малой мощности поверхность малого радиатора считается удовлетворительной, если она ровная и без зазубрин. В устройствах большой мощности к поверхности радиатора предъявляются большие требования. Ровность поверхности Ровность поверхности определяется разницей в высоте (h) между тестируемой поверхностью и некоторой стандартной как показано на рис 2.2 Ровность определяется как отношение к общему показателю шкалы (TIR) и считается удовлетворительной в большинстве случаев, если она менее 4.0 условных единиц, который естественен для штампованного. алюминия, хотя диски типовых приборов обычно требуют 1.0 условную единицу. 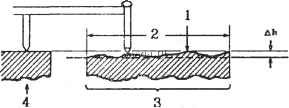 Рис.2.2 Оценка неровности поверхности-- I-кусочек образца, 2-(Тт)обищй отсчет индикатора, 3-область крепления, 4-.т1ситнный образец Поверхностная отделка (полировка) Поверхностная отделка это среднее отклонение от величины ревности поверхности. Для минимального поверхностного сопротивления, полировка должна быть в области 50-микродюймов (дюйм2,5 см). Технические отверстия обычно должны быть достаточными для крепления.Большие корпуса, такие как ТО-204АА (ТО-3), могут быть удачно использованы с большими отверстиями для изолирующих втулок, но термопластические корпуса не пригодны в этом случае. Для этих корпусов следует использовать винты меньших размеров, т.к. отверстие для втулки не соот ветствует отверстию в корпусе. Большие монтажные отверстия являются источником повреждений если они не соответствуют определенным требованиям. Пространство вокруг больших отверстий углубляется в процессе работы. Эти так называемые кратеры в тепловых радиаторах вокруг монтажных отверстий могут являться источниками следующих отказов: прибор может быть поврежден из-за разрушения корпуса, т.к. под давлением он принимает форму извилин теплового радиатора; прибор может только прикрывать углубление и при этом будет снижаться его тепловая рассеивающая поверхность из-за отсутствия контакта с тепловым радиатором. Первый эффект может быть замечен немедленно по появлению трещин на корпусе (если он пластмассовый). Другой эффект определяет тепловое действие и определяется много позже. Многие алюминиевые тепловые радиаторы покрываются защитным слоем для предотвращения коррозии. На алюминий наносится иридий или хром-окисел при его погружении, что дает низкое сопротивление из-за тонкости этих поверхностных слоев и улучшает электрические свойства из-за их сопротивления окислению. Для экономии иногда для радиаторов используют специальную краску, однако ее требуется удалять в тех местах, где будет установлен полупроводник из-за высокого теплового сопротивления краски. Однако когда необходимо изолировать полупроводниковый корпус от радиатора, анодированная или покрытая краской поверхность может быть более эффективной, чем другие изолирующие материалы. Также необходимо, чтобы поверхность была свободна от всяких посторонних материалов и окислов, для чего применяют ацетон и спирты. Термические компаунды Для улучшения контакта используются термические компаунды или смазки, заполняющие пустоты между соприкасающимися поверхностями. Величина теплового сопротивления изменяется от 0,1 C/W для местного слоя до 1200 *C/W для воздуха, а компаунды имеют сопротивление порядка 60 C/W. Следовательно, пустоты и кратеры заполненные компаундом будут иметь тепловое сопротивление величиной 1/20 от исходного. Соединительные компаунды формируются из мельчайших цинковых частиц в кремниевом масле, которое поддерживает жироподобное состояние во времени и при температуре. Характеристики компаундов, показывающие их эффективность для нескольких типов корпусов при различных состояниях монтажа показаны в та6л.2.1 Табл.2.1 Апроксимирующие значения теплового сопротивления для различных типов корпусов.
Прим. 1. См. на рис.2.4. дополнительные данные на корпуса ТО-204АА и ТО-220. Прим. 2. Винт не изолирован. Прим. 3. Измерение теплосопротивления поверхности раздела. Измерение теплосопротивления поверхности раздела P$CS обманчиво простое. Все что явно необходимо -это термопара приборе, термо-апара на теплоотводе и способ измерения энергии постоянного тока. Однако r9cs пропорционально величине контактной области между поверхностями и соответственно зависит от ровности поверхностей и отделки а также величины давления на поверхности. В добавке к этому расположение термопар может значительно повлиять на результаты. Соответственно величины для теплосопротивления поверхности раздела представлены различными производителями в плохом соответствии. Чем грубее поверхность, тем более ценная смазка требуется для понижения контактного сопротивления. Следовательно, когда используется слюдяная изолирующая прокладка, использование смазки обычно необходимо. Соединительные компаунды также улучшают изолирующие свойства (пробивной класс изоляторов). Некоторые производители не используют компаунды, а используют тепловые радиаторы с низким тепловым сопротивлением, но это не логично, например, при низких мощностях. Когда не используется смазка, применяются дополнительные методы, чтобы не повышалась температура. Обратим внимание на корпус ТО-220, показанный на рис. 2.3. Конструктивное давление на одном конце заставляет другую часть корпуса незначительно приподниматься. Для улучшения контакта корпуса ТО-ггО производства Motorola слегка вогнуты и используют дополнительную смазку, уменьшающую эффект натяга, неизбежный а обычном корпусе. E.I.A. Кристалл Thermalloy 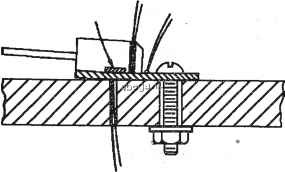 Motorola Рис. 2.3. JEDEC ТО-220 Корпус прикрепленный к радиатору с указанием различных мест установки термопар и подъема, вызванного давлением на одном конце. Использование термопары различными производи телями: а. Размещение термопары Motorola непосредственно под прибором благодаря отверстию -в радиаторе. Термопара держится на этом месте пружиной, которая обеспечивает хороший контакт с дном второй половины корпуса (под кристаллом). б. Размещение E.I.A. находится близко к кристаллу на верхней поверхности корпуса благодаря отверстию просверленному в теле пластмассовой формы. в. Размещение Thermolloy на верхней части корпуса между литой формой и крепежным винтом. Температура в трех точках контакта обычно не является одинаковой. Так как основной контакт вблизи винта, то температура E.I.A. более высокая, чем температура точки ТеппоПоу , а температура Motorola еще выше, т.к. тепловое сопротивление переход-радиатор постоянно для данной структуры, переход-корпус величина уменьшается, а корпус-радиатор увеличивается и поверхность термопары становится теплее. Этот пример показывает, что отношение температур в зависимости от положения термопары различно. Если поместить слюдяную прокладку со смазкой между корпусом и тепловым радиатором, скрепляющий винт не будет изгибать корпус, вместо этого деформируется слюдяная прокладка. Тепловой контакт осу ществляется через слюду с тепловым радиатором, скрепляющий винт не изгибает корпус, вместо этого деформируется слюдяная прокладка. Тепловой контакт осуществляется через слюду с тепловым радиатором. В этом случае температуры точки ТегтоНоу и E.I.A. точнее должны сближаться, т.к. боковые тепловые эффекты незначительны и более медленны. E.I.A. размещение термопары предпочтительно для получения наибольшей температуры на поверхности, т.к. полагают, что именно вокруг этой точки происходит выделение мощности.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||