
|
| |
|
Меню
Главная
Прикосновение космоса
Человек в космосе
Познаем вселенную
Космонавт
Из авиации в ракеты
Луноход
Первые полеты в космос
Баллистические ракеты
Тепло в космосе
Аэродром
Полёт человека
Ракеты
Кандидаты наса
Космическое будущее
Разработка двигателей
Сатурн-аполлон
Год вне земли
Старт
Подготовки космонавтов
Первые полеты в космос
Психология
Оборудование
Модель ракеты
|
Космонавтика Конструирование интегральных микросхем Глава 6. Рекомендации по конструктивно-технологическому применению интегральных микросхем 6.1. Надежность микросхем и радиоэлектронной аппаратуры Микросхемы стали основной элементной базой современной РЭА прежде всего благодаря своей высокой надежности. Надежность зависит от многих факторов: совершенства разработки электрической схемы и конструкции, физико-химической совместимости материалов, отработанности и стабильности технологического процесса изготовления, .методов контроля качества Групповой способ изготовления десятков тысяч микросхем в едином технологическо.м цикле, в строго контролируемых технологических средах и режимах обеспечивает примерно равную надежность как всех кристаллов в партии микросхем, так и элементов в каждом из кристаллов. Как известно, одним из основных источников отказов аппаратуры являются межсоединения плат и комплектующих изделий. Внутри микросхемы соединение элементов между собой осуществляется методом осаждения пленок металлов, а соединение элементов с выводами Kopnjca - методом термокомпрессиоиной или ультразвуковой микросварки. Эти методы обеспечивают надежное сцепление (адгезию) с поверхностью кристалла и другими пленками и соединение металлов на .молекулярно.м уровне. Число межсоединений на кристалле в тысячи раз превышает число выводов корпуса микросхем. Для большинства типов .микросхем характерно низкое потребление мощности. При малой мощности рассеяния рабочая температура кристалла по сравнению с температурой окружающей среды повышается незначительно, поэтому создаются благоприятные условия для замедления физико-химических процессов, приводящих к отказам. Надежность радиоэлектронного устройства на основе микросхем оказывается более высокой по сравнению с аналогичным устройством на дискретных ко.мплектующнх изделиях, которые изготавливаются на разных предприятиях, на различном оборудовании и в разное время. Применение высоконадежных микросхем не всегда автоматически обеспечивает выпуск стоть же надежной аппаратуры. Сохранение надежности микросхем в аппаратуре в значительной степени определяется соблюдением рекомендации по нх конструктивно-технологическому применению, режимам н условиям работы. Реальный уровень надежности микросхем проявляется лишь прн эксплуатации аппаратуры. Часто безотказность микросхем различных серий (их изготавливают иа разных заводах) практически одинакова в приборах, изготовленных иа одном и том же предприятии-изготовителе РЭА. Однако, как показывает статистика, надежность микросхемы одной и той же серии (одного предприятия) оказывается весьма различной в составе комплектов аппаратуры, изготовленных раз- ными заводами. Это следствие различия технологической культуры производства аппаратуры. Достижение и поддержание максимальной эксплуатационной надежности микросхем (следовательно, и аппаратуры) существенно зависят от проектирования аппаратуры, подготовки производства и наладки оборудования, квалификации персонала, отработанности технологического процесса изготовления аппаратуры, использования средств защиты микросхем от статического электричества, тепловых и Других воздействий, Задача этой главы - познакомить читателя с рекомендациями по кбиструктивио-технологическому применению микросхем в РЭА. 6,2. Обеспечение надежности радиоэлектронной аппаратуры на этапе серийного производства 6.2.1. Информативная система управления качеством Эксплуатационная надежность аппаратуры зависит в основном от качества разработки конструкции аппаратуры, качества использованных в аппаратуре комплектующих изделий и уровня технологического процесса изготов.тення аппаратуры. Ответственность за качество серийной аппаратуры несет изготовитель независимо от причин ее отказов. Поэтому изготовитель РЭА при выборе производственного процесса должен учитывать следующие факторы. Во-первых, современная аппаратура разрабатывается с применением перспективных серий микросхем. Большинство из них могут находиться в начальной стадии серийного производства. В этот период требования разработчика РЭА к надежности микросхем еще не реализуются в полной мере. Во-вторых, в начальный период неизбежна коррекция схемотехнических и конструктивных решений. Это также связано с примеие-иием перспективной элементной базы: иначе ие могут быть реализованы заданные на аппаратуру тактико-технические требования. В-третьих, до полной автоматизации технологического процесса изготовления аппаратуры существенная доля отказов в эксплуатации будет определяться скрытыми производственными дефектами. В-четвертых, для управления качеством аппаратуры нужны обь-ективиая информация о действительном качестве комплектующих изделий и разработка мероприятий, исключающих попадание на сборку комплектующих изделий со скрытыми дефектами. Поступившие в сборочное производство комплектующие изделия должны контролироваться иа всех этапах изготовления аппаратуры. Результаты проверки сборочных единиц аппаратуры дают дополнительную информацию о поведении комплектующих изделий уже во взаимосвязи с другими элементами и в течение определенного времени, когда они подвергались различного рода технологическим воздействиям. Если при анализе комплектующих изделий, вышедших из строя во время изготовления аппаратуры, будет показано, что причиной неисправности является нарушение технологического процесса или режимов их применения, то должны быть разработаны соответствующие корректирующие мероприятия. С учетом сказанного возможная схема управления качеством аппаратуры приведена на рис. 6.1. Основным звеном информативной системы является входной 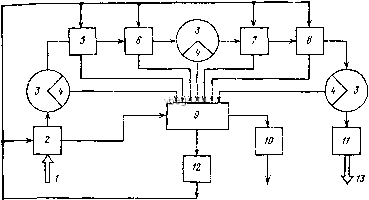 Рис. 6.1. Информативная система управления качеством РЭА: 1 - комплектующие изделия; 2 - цех качества, проведение входного контроля и отбраковочных испытаний; 3 - годные изделия; 4 - брак; 3 - цех-изготовитель сборочных единиц; 6 - цех качества, проведение отбраковочных испытаний сборочных единиц; 7 - цех-изготовитель аппаратуры; 8 - цех качества, проведение отбраковочных испытании аппаратуры: 9 - лаборатория информативного анализа: 10 -ремонт изделии; 11 -ОТК; 12 -брган управления; 15 .- аппаратура Таблица 6.1 Вид испытаний и проверок Маршруты Проверка внешнего вида Проверка габарнгиы.х, установочны.х и присоединительных размеров (выборочно) Электротермотренировка при повышенной рабочей температуре длительностью 168 ч Проверка статических электрических параметров при нормальных климатических условиях Проверка статических электрических параметров при повышенной и пониженной рабочи.х температурах Проверка динамических параметров при нормальных климатических условиях Функциональный контроль при нормальных климатических условиях Функциональный контроль при повышенной рабочей температуре 30-,300
|